Опубликовано в журнале "Вопросы материаловедения" 2015 №1
Представлены результаты сравнительных испытаний порошковых проволок с целью санитарно-гигиенической оценки материалов, применяемых в судостроении. Показано, что новая порошковая проволока улучшенного состава обеспечивает снижение интенсивности и удельного выделения ТССА и уменьшение содержания в аэрозоле окислов марганца и соединений фтора по сравнению с проволокой 48ПП-8Н и не уступает зарубежному аналогу PZ6113S.
Введение
Условия труда сварщиков в судостроении определяются уровнем механизации и автоматизации сварочных работ, спецификой выполнения работ в замкнутых и труднодоступных местах, выполнением с варки во всех пространственных положениях, повышенными требованиями к качеству сварных соединений. В гигиеническом аспекте условия труда определяются способом сварки, сварочным материалом, требованиями техники безопасности. Актуальной остается задача создания порошковых проволок с улучшенными гигиеническими характеристиками, минимальным образованием сварочного аэрозоля и пониженной его токсичностью.
Методика испытаний
При разработке отечественной проволоки потребовалась сравнительная санитарно-гигиеническая оценки материалов.
Интенсивность удельного выделения твердого сварочного аэрозоля (ТССА) измеряли при отборе проб потока воздуха, отсасываемого из зоны сварки [1, 2]. ТССА осаждался на фильтре.
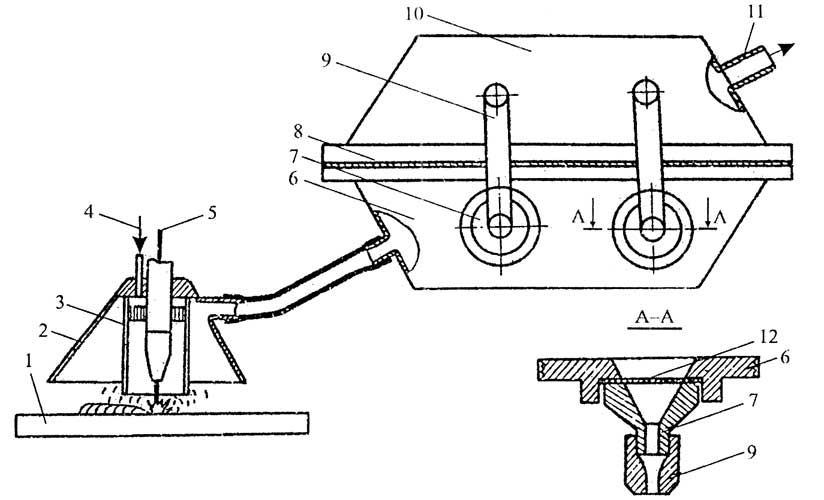
Установка для отбора проб ТССА (см. рисунок) состоит из конусообразного сопла, камеры фильтродержателя, держателя фильтров АФА-ХА-18, воздуховода к побудителю тяги. В качестве побудителя тяги использовали пылесос мощностью 1000 Вт, обеспечивающий расход воздуха не менее 800-1000 л/мин при разряжении воздуха не ниже 8000 Па. Нижний срез конуса заборного сопла диаметром 250 мм расположен на расстоянии 15-25 мм над пластиной, на которую проводится наплавка. Для улавливания ТССА использовали четыре фильтра АФА-ХА-18.
Определение интенсивности выделения аэрозоля производили при выполнении однопроходных сварных швов на пластины из стали 09Г2С. Перед наложением последующих швов пластину охлаждали до температуры ниже 100°С.
Схема отбора проб для определения валовых выделений аэрозоля: 1 - пластина стали 09Г2С; 2 - заборное сопло; 3 - сопло для газовой защиты; 4 - подвод защитного газа; 5 - сварочная проволока; б - камера фильтродержателей; 7 - держатель; 8 - фильтроткань ФПП-15; 9 - соединительный шланг; 10- камера-держатель ткани ФПП-15; 11- воздухоподвод побудителя тяги; 12 - фильтр АФА-ХА-18
Схема отбора проб для определения валовых выделений аэрозоля: 1 - пластина стали 09Г2С; 2 - заборное сопло; 3 - сопло для газовой защиты; 4 - подвод защитного газа; 5 - сварочная проволока; б - камера фильтродержателей; 7 - держатель; 8 - фильтроткань ФПП-15; 9 - соединительный шланг; 10- камера-держатель ткани ФПП-15; 11- воздухоподвод побудителя тяги; 12 - фильтр АФА-ХА-18
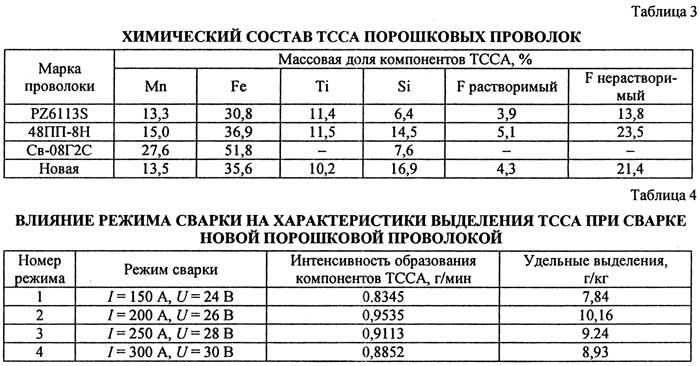
Параметры режима сварки (ток, напряжение, скорость сварки, вылет проволоки) устанавливали в пределах четырех основных режимов, применяемых при сварке корпусных судовых конструкций:
1) I = 150 А, U =24 В;
2) I = 200 А, U =26 В;
3) I = 250 А, U =28 В;
4) I = 300 А, U =30 В.
Результаты испытаний и их обсуждение
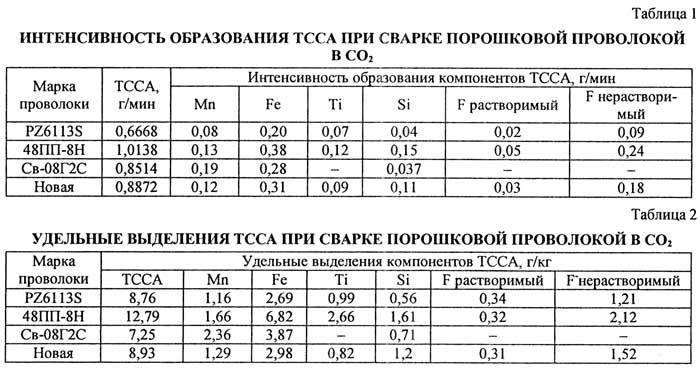
Исследование санитарно-гигиенических характеристик опытных порошковых проволок проводили с целью поиска путей снижения выделения ТССА. Применяли проволоки Св-08Г2С, 48ПП-8Н, PZ6113S и проволоку с усовершенствованным составом. Сопоставление санитарно-гигиенических показателей проволок выполняли на максимальном режиме № 4, а модернизированной проволоки - на режимах №1-4. Результаты испытаний приведены в табл. 1-4.
Снижение интенсивности образования и валовых выделений было достигнуто за счет повышения стабильности процесса сварки, уменьшения диаметра капель электродного металла и улучшения кроющей способности шлака на стадии капли и ванны. Прямой переход окислов, входящих в состав сердечника и образовавшегося шлака, в аэрозоль маловероятен и слой шлака служит защитой и способствует снижению испарения паров железа и марганца [3]. Марганец убывает в основном за счет испарения [4].
Применение дополнительного раскисления магнием и алюминием позволило снизить содержание марганца в сердечнике порошковой проволоки. Снижение содержания марганца в проволоке является существенным фактором уменьшения содержания его окислов в аэрозоле [5]. При этом существенно улучшилась кроющая способность шлака. Кроме того, отмечается быстрая конденсация аэрозоля на поверхности металла непосредственно в околошовной зоне, что снижает долю аэрозоля поступающего в пространство зоны сварочных работ.
Снижение содержания фторидов в ТССА по сравнению с их содержанием в проволоке 48ПП-8Н достигнуто путем снижения содержания кремнефтористого натрия в сердечнике проволоки за счет уменьшения содержания потенциального водорода в компонентах шихты. Однако по сравнению с проволокой PZ6113S содержание фторидов остается высоким. Причиной этого является остаточное содержание технологической смазки в порошковой проволоке, которое не может быть снижено при действующей технологии изготовления проволоки, которая за рубежом заменена на технологию волочения методом прокатки.
ЗАКЛЮЧЕНИЕ
При сварке стали 09Г2 в углекислом газе порошковая проволока улучшенного состава обеспечивает снижение интенсивности и удельного выделения ТССА и уменьшение содержания в аэрозоле окислов марганца и соединений фтора по сравнению с проволокой 48ПП-8Н. Сопоставление результатов испытаний новой проволоки и широко применяемой в судостроении проволоки PZ6113S показало, что по санитарно-гигиеническим показателям новая проволока не уступает зарубежному аналогу.
ЛИТЕРАТУРА
1. Гигиеническая оценка сварочных материалов и способа сварки, наплавки и резки металлов // Методические указания №1324-78. Утв. Минздравом СССР 29.09.78.
2. Методика первичной санитарно-гигиенической оценки порошковых проволок. - Киев: ИЭС им. Е. О. Патона, 1983. -28 с.
3. Ерохин А. А. Основы сварки плавлением. Физико-химические закономерности. - М.: Машиностроение, 1973. - 155 с.
4. Буки А. А., Степанов В. В., Фельдман А. М. Математическая модель испарения легирующих элементов при сварке // Физика и химия обработки материалов. - 1975. - № 5. - С. 110-117.
5. Воронцова Е. И. Влияние состава проволок и режима сварки на условия труда при сварке в углекислом газе // Сварочное производство. - 1969. - № 11. - С. 21-22.