Наплавка порошковой проволокой опорных поверхностей машин непрерывного литья заготовок
Л. Н. Орлов, канд. техн. наук, А. А. Голякевич. инж., ТМ «ВЕЛТЕК» (Киев), Д. П. Новикова, канд. техн. наук, ИЭС им. Е. О. Патона, А. Д. Панин, Ю. В. Окунев, инженеры, НКМЗ (Новокраматорск)
Опорные поверхности сегментов машин непрерывного литья заготовок (МНЛЗ) работают в атмосфере водяного пара, испытывают циклические нагрузки, вызванные прокаткой отливаемых и деформируемых заготовок. Для сохранения размеров между формирующими роликами необходимо исключить коррозию опорных поверхностей сегментов, что достигается нанесением на них коррозионностойкого слоя металла. В данном случае наиболее целесообразно применение дуговой наплавки плавящимся электродом.
Для обеспечения коррозионной стойкости содержание хрома в наплавленном металле должно быть не менее 11,5%. Учитывая условия работы опорных поверхностей рам сегментов МНЛЗ, наплавленный слой должен иметь твердость 250-300 HV. Для изготовления рам обычно применяют прокат из низколегированной стали 17Г1С. Традиционно для этой цели используют наплавку покрытыми электродами У0НИ-13НЖ. Однако этому способу наплавки присущи существенные недостатки:
необходимые коррозионные свойства наплавленного металла обеспечиваются в третьем-четвертом слое;
твердость наплавленного металла составляет 33-48 HRCэ;
высокое значение коэффициента использования покрытых электродов (К=1,7).
Из этого следует, что применение этих электродов ведет к неоправданно
высокому расходу дорогостоящего материала, кроме того, высокая твердость наплавки затрудняет проведение последующей механической обработки.
Цель работы заключалась в создании технологии экономной наплавки коррозионностойкого слоя на опорные поверхности сегментов МНЛЗ без последующей термообработки. Наиболее рациональным способом решения поставленной задачи являлась разработка порошковой проволоки ферритно-мартенситного класса для механизированной наплавки в среде защитных газов. В качестве наплавочного материала предпочтение было отдано газозащитной порошковой проволоке рутилового типа, обладающей хорошими технологическими свойствами (высокая стабильность процесса, хорошее формирование наплавленного металла, самопроизвольное отделение шлаковой корки), а также более высокими значениями выхода годного металла (1,15%). В качестве защитной среды был выбран углекислый газ.
Одной из проблем при наплавке высокохромистого металла является его склонность к образованию кристаллизационных трещин. В процессе разработки системы легирования сердечника порошковой проволоки было установлено, что при применении традиционного раскисления металла сварочной ванны кремнием и марганцем имели место горячие трещины в наплавленном металле. Для выяснения причин образования горячих трещин была избрана проба в виде пластины 300x300x30 мм с жесткостью, аналогичной жесткости наплавляемого изделия, так как пробы меньшей жесткости не воспроизводят условия кристаллизации металла валика (ТИХ, темп деформации и др.). После наплавки проб были вырезаны образцы наплавленного металла с трещинами и без них. Образцы были разрушены по наплавленному металлу для проведения фрактографического анализа поверхностей разрушения и горячих трещин. Шлифы готовили по стандартной методике. Для выявления структуры образцы травили электролитически в водном растворе щавелевой кислоты и в нитале. Структуру исследовали на оптическом микроскопе «Неофот-32». Твердость замеряли микротвердомером фирмы «Леко». Шлифы исследовали в полированном и травленном состояниях. Поверхность разрушений и шлифов изучали на рентгеновском микроанализаторе «Superprob-733»
(JEOL Япония). При сравнительных исследованиях образцов применены:
съемка во вторичных электронах и в отраженных, чувствительных к среднему атомному номеру структурных составляющих материалов;
съемка в характеристических излучениях элементов, присутствующих в стали, и распределения химических элементов вдоль линии через границы структурных составляющих (как более чувствительного метода выявления небольших изменений концентраций химических элементов);
качественный рентгеновский микроанализ (позволяет выявить элементный состав материала и относительное содержание этих элементов).
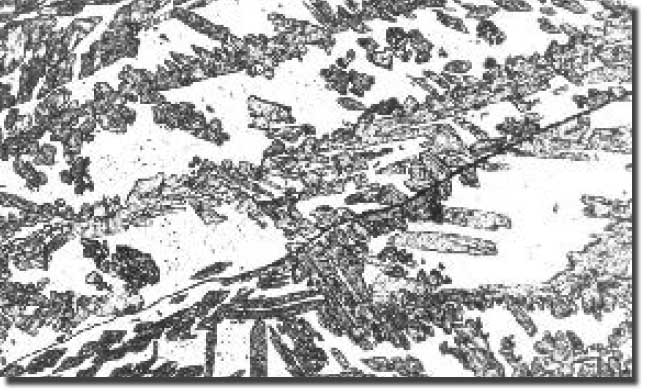
Рис. 1. Структура наплавленного металла с горячими трещинами (х175)
Рис. 1. Структура наплавленного металла с горячими трещинами (х175)
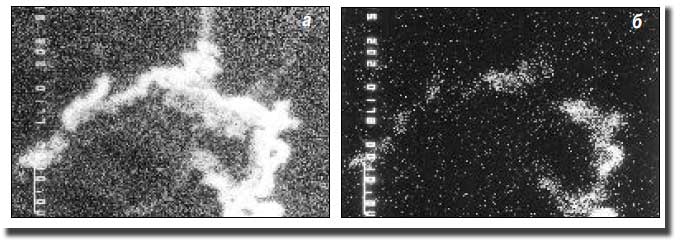
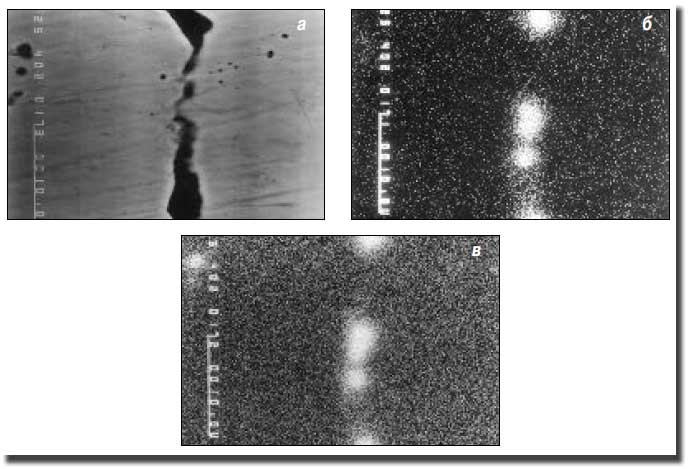
Исследования показали, что трещины проходят как по ферритной, так и по мартенситной структурам (рис. 1). Горячие кристаллизационные трещины параллельны друг другу и осям дендритов, наблюдается «эстафетная передача» трещин от сульфида к сульфиду (рис. 2). На поверхности горячих трещин выявлены неоднородность распределения кремния, марганца и серы, высокая плотность распределения скоплений сульфидов марганца не глобулярной формы (рис. 3, а, б). Причиной образования горячих трещин в высокохромистом металле, наплавленном порошковой проволокой с традиционной системой раскисления (Si-Mn), является ликвация серы и марганца, приводящая к образованию болвшой плотности сульфидов марганца. Применение комплексного раскисления Si-Mn-Al-Ti позволило получить наплавленный металл без кристаллизационных трещин как на
Рис. 2. Расположение сульфидов марганца в горячей трещине: а - внешний вид горячей трещины (х4000); б - распределение серы (х4000); в - распределение марганца (х4000)
Рис. 2. Расположение сульфидов марганца в горячей трещине: а - внешний вид горячей трещины (х4000); б - распределение серы (х4000); в - распределение марганца (х4000)
образцах, так и на изделиях. В металле наблюдаются дисперсные, равномерно распределенные силикатные включения, встречаются глобулярные хромосиликатные и оксисульфидные включения. Отсутствуют цепочки и скопления неметаллических включений. Образование на стадии ванны дисперсных равномерно распределенных оксидов инициирует формирование оксисульфидов. В результате на последней стадии кристаллизации сварочной ванны не создаются условия для образования цепочек или
скоплений сульфидов марганца. Структура наплавленного металла ферритномартенситная. При содержании хрома менее 12,5% преобладает мартенситная составляющая, при которой твердость наплавленного металла превышает 300 HV, а при содержании хрома более 14% увеличивается доля ферритной составляющей, при этом наблюдается снижение твердости менее 250 НУ. Содержание в металле наплавки углерода 0,06-0,08% и хрома 13-14% обеспечивает образование ферритно-мартенситной структуры. При макротвердости наплавки 250-300 HV микротвердость феррита Hμ50 180, а мартенсита Hμ50 460.
Рис. 3. Скопление сульфидов марганца на поверхности горячей трещины: а — распределение марганца (х2000); б — распределение серы (х2000)
Рис. 3. Скопление сульфидов марганца на поверхности горячей трещины: а — распределение марганца (х2000); б — распределение серы (х2000)
Полученные результаты были реализованы при разработке газозащитной порошковой проволоки ПП-Нп-08Х14 диаметром 2,0 мм, технологии и техники наплавки опорных поверхностей сегментов МНЛЗ.
При наплавке деталей из стали 17Г1С для уменьшения влияния основного металла на химический состав наплавленного металла предусмотрено выполнение наплавки первого слоя на прямой полярности, а второго — на обратной. В результате оптимизации параметров процесса наплавки получено заданное проплавление основного металла и, как следствие, стабильные показатели химического состава и твердости наплавленного слоя. Процесс
наплавки порошковой проволокой возможен в нижнем и вертикальном положениях. Он легко может быть освоен сварщиками на стандартных полуавтоматах.
Разработанная технология наплавки газозащитной порошковой проволокой ПП-Нп-08Х14 диаметром 2,0 мм реализована на Новокраматорском машиностроительном заводе при изготовлении сегментов МНЛЗ для металлургических предприятий «Ekostal» (Германия), «VAI» (Австрия), «LTV» (США), Новолипецкого металлургического комбината (Россия) и др.



")
; б - распределение серы (х4000); в - распределение марганца (х4000)")
; б — распределение серы (х2000)")