В кузнечно-прессовом цехе ПАО «Энергомашспецсталь» постоянно проводится ремонт и изготовление оснастки для различных видов кузнечно-прессовых операций, в том числе бойков. Для
увеличения стойкости и минимизации сроков ремонта инструмента проведен анализ применения
существующих наплавочных материалов при наплавке бойков из условия обеспечения сочетания
цены и ресурса инструмента [1–7].
Ремонт инструмента кузнечно-прессового оборудования наплавкой эффективен благодаря более низкой цене по сравнению с покупкой новой
детали. Штампы и бойки для горячей штамповки
и ковки, пресс-формы для литья под давлением
испытывают тепловые удары, высокие удельные
давления, износ истиранием, которые приводят к
образованию трещин, задиров и рисок, потери геометрии рабочих поверхностей деталей.
При выборе наплавочного материала применительно к ремонту штампов бойков молотов и быстроходных прессов металл должен иметь комплекс свойств в зависимости от условий контакта
с горячим металлом. В условиях быстрого деформирования определяющими являются вязкость,
разгаростойкость и сопротивление пластической
деформации. В условиях медленного деформирования дополнительно предъявляются повышенные требования к теплостойкости и окалиностойкости [8].
В настоящей работе рассмотрены особенности
технологии ремонтной наплавки плоского бойка и
плоского вкладыша из стали 5ХНМ (рис. 1).
Данный вид оснастки довольно интенсивно
используется на прессе усилием 31,5 МН для изготовления часто варьируемой номенклатуры изделий, что приводит к его быстрому локальному
износу. После выработки рабочей поверхности и
появления наплывов металла бойки и вкладыши
подвергаются переточке рабочей части в среднем
толщиной около 70 мм.
Для ремонта инструмента рассматривалось
применение трех вариантов наплавки электродами различного типа легирования: ХН 65МВ ; Stelloy
C-O, Stelloy Ni520-G и ОЗШ-1, ОЗШ-6.
После предварительного изучения характеристик и особенностей применения данных материалов предпочтение было отдано электродам ОЗШ-1 и ОЗШ-6, поскольку они не требуют
применения специального оборудования и их
стоимость ниже. Наплавку выполняли с предварительным подогревом бойков до температуры
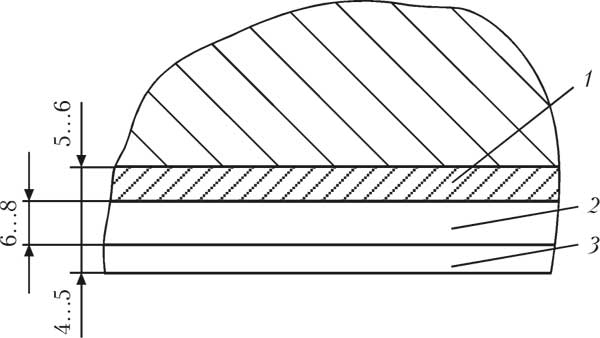
Рис. 2. Схема расположения слоев наплавки: 1 — подслой; 2 — промежуточный слой; 3 — рабочий слой
300…400 оС одновременно двумя газовоздушными горелками. Наплавку бойка и вкладыша
выполняли тремя слоями (рис. 2): подслой —
проволока Св-08Г2С; промежуточный слой —
электроды ОЗШ-1; рабочий слой — электроды
ОЗШ-6.
После каждого прохода проводили проковку
наплавленного слоя. После окончания наплавки
бойки помещали в печь для проведения отпуска
при 580 оС. Температура предварительно прогретой печи составляла 400 оС, время выдержки 3 ч,
скорость нагрева и охлаждения с печью 50 оС/ч.
Наплавленный боек и вкладыш прошли проверку на прессе усилием 31,5 МН в кузнечно-прессовом цехе № 1. Сравнение ресурса работы ненаплавленного и наплавленного инструмента показало
следующее:
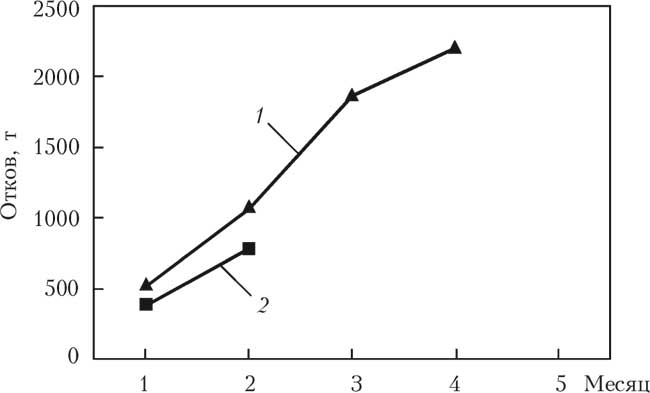
ненаплавленный боек использовался в работе с 23.11.2011 по 25.01.2012 гг. и позволил отковать
781,7 т с нормой расхода 5,7 кг/т, при этом рабочая
зона бойка потребовала переточки;
наплавленный боек использовался с 25.01.2012
по 07.05.2012 гг. и позволил отковать 2201,13 т с
нормой расхода 2,1 кг/т, что обеспечило повышение
ресурса инструмента в 2,8 раза (рис. 3).
Рис. 3. Ресурс наплавленного (1) и ненаплавленного (2) бойка пресса
Рис. 3. Ресурс наплавленного (1) и ненаплавленного (2) бойка пресса
В обоих случаях в рабочей зоне бойка образовывалась выработка (рис. 4), которая устранялась
наплавкой этого участка и последующей обработкой бойка.
Экономический эффект при среднем откове поковок 21000 т/год на прессе усилием 31,5 МН составил 98700 грн.
Для восстановительной и упрочняющей наплавки как изношенных деталей штампов (пуансоны, матрицы, изготовленные из инструментальных сталей (5ХГМ, 5ХНВ, 5ХНМ, 7Х3,
У10А и др.), так и новых, изготовленных из инструментальных и конструкционных марок сталей (сталь 45, Ст5 и др.) предприятием ООО «ТМ.ВЕЛТЕК» разработаны порошковые проволоки ВЕЛТЕК-Н460.01, ВЕЛТЕК-Н460.04, ВЕЛТЕК-Н460.05 взамен электродов ЦШ-1(30В8Х3),
Ш-1, Ш-16 ЦН-4(35Г6), ЦН-5, НЖ-2, НЖ-3
(ГОСТ 10051–62).
Система легирования порошковых проволок основана на оптимизации легирования наплавленного металла углеродом, кремнием,
марганцем, никелем, хромом, молибденом, ванадием, вольфрамом, титаном, благодаря чему
обеспечивается получение в наплавленном металле низкоуглеродистой мартенситной матрицы, упрочненной дисперсными карбидами и
интерметаллидами.
Наплавленный металл порошковых проволок ВЕЛТЕК-Н460.01 (НRС 38-45) и ВЕЛТЕК-Н460.05 (НRС 48-54) отличается высокой
износостойкостью в условиях эксплуатации
штампов холодного и горячего деформирования
металлов, удовлетворительно сопротивляется высокому давлению и ударам. Для наплавки в ручьях штампа мест, требующих высокой твердости и
износоустойчивости бойков кузнечно-прессового
оборудования, рекомендуется использовать проволоку ВЕЛТЕК-Н460.05.
Применительно к упрочнению и ремонту деталей штампов из сталей 5ХНМ, 5ХНВ, 38ХН 3МБА для прессования заготовок меди, латуни Л63,
сплавов ШВ15-1 предпочтительно применить
проволоку ВЕЛТЕК-Н460.04 (НRС 48-54). Наплавленный металл имеет повышенную стойкость
к «схватыванию» заготовки с рабочей поверхностью штампа. Наплавка выполняется на постоянном токе обратной полярности с защитой смесью
газов 82Ar + 18CO2.
Проволока ВЕЛТЕК-Н460.01 также успешно
применялась для ремонта штампов производства
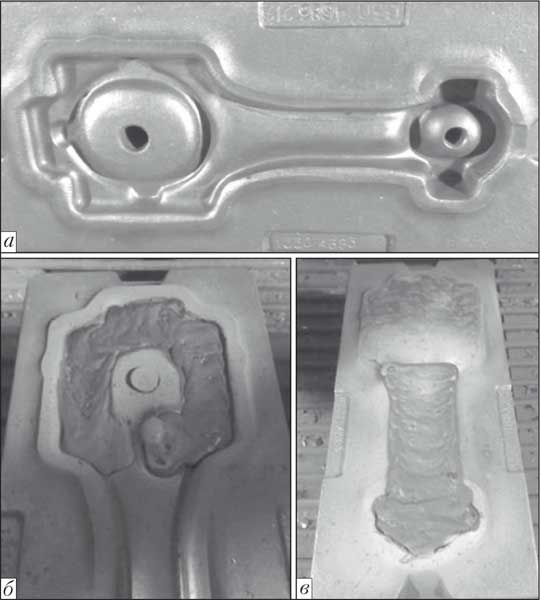
коленчатых валов и шатунов двигателей автомобилей «КамАЗ» (г. Набережные Челны) (рис. 5).
Рис. 5. Ремонт штампа детали (шатуна): а — состояние изношенной рабочей поверхности штампа; б — наплавка валиками без колебаний; в — наплавка с колебаниями
Рис. 5. Ремонт штампа детали (шатуна): а — состояние изношенной рабочей поверхности штампа; б — наплавка валиками без колебаний; в — наплавка с колебаниями
Подлежащие наплавке штампы подвергались
отжигу, дефектные места расчищали, трещины
удаляли фрезерованием и снимали в ручьях фаски для наплавки. Дефектные места расфрезеровывали, а в некоторых случаях просто расчищали
абразивным инструментом, но без резких переходов. Все фаски и канавки после обработки любым
способом имели закругления с радиусом не менее
R = 3 мм. Угол развала выборки трещин не менее
40°, а ширина дна не менее 9 мм.
При ремонте мест с трещинами после разделки трещины под наплавку основание разделки заплавляли проволокой ВЕЛТЕК-Н252-М с последующей наплавкой проволоками ВЕЛТЕК-Н460.01 или ВЕЛТЕК-Н460.05. Подготовленные для наплавки штампы предварительно
нагревали до 350…400 °С, чтобы избежать появления трещин от нагрева при наплавке. Кратеры
заплавляли короткой дугой с минимальным проплавлением и резким обрывом дуги. Штампы,
требующие обработки рабочих поверхностей режущим инструментом, сразу после наплавки подвергали отжигу (900 °С в течение 2 ч, охлаждение
с печью). Допускается проведение отжига после
медленного охлаждения деталей. После отжига
проводили механическую обработку штампов и
последующую их закалку и отпуск.
Опыт применения порошковых проволок
ВЕЛТЕК-Н460.01, ВЕЛТЕК-Н460.05 показал,
что повышение эффективности ремонта бойка,
вкладышей, штампов достигается увеличением
производительности процесса наплавки, снижением затрат на вспомогательное время и особенно снижением расхода наплавочного материала.
Расход электродов на 1 кг наплавленного металла составляет 1,8 кг, а порошковой проволоки
1,17 кг, при практически равной цене наплавочного материала.
Выводы
1. Применение полуавтоматической электродуговой наплавки снижает трудозатраты при ремонте оснастки кузнечно-прессового оборудования
и повышает продолжительность межремонтного
цикла.
2. Применение порошковой проволоки позволяет повысить эффективность наплавочных работ
более чем в 1,5 раза.





 и ненаплавленного (2) бойка пресса")

: а — состояние изношенной рабочей поверхности штампа; б — наплавка валиками без колебаний; в — наплавка с колебаниями")