Порошковая проволока для сварки ванн горячего цинкования
Л. Н. Орлов, канд. техн. наук, А. А. Голякевич, А. В. Билинец, А. В. Хилько, ООО «ТМ.ВЕЛТЕК», В. В. Капуста, О. Ю. Корнецкий, А. Е. Дюдин, ООО «Днепрометиз»
В цехах горячего цинкования систематически проводят работы по ремонту и замене стальных ванн. Это связано практически с полным растворением сварных швов и образованием локального глубокого кородирования зоны термического влияния (ЗТВ) и стенок ванны, что может привести к ее разрушению. При контакте стали с расплавленным цинком ряд факторов способствует протеканию обменных реакций с образованием интерметаллидов Fe5Zn21, FeZn10, FeZn13, которые выпадают в осадок. Процесс кородирования можно остановить, создав на внутренней поверхности ванны плотную пленку комплексного интерметал-лида, преимущественно FeZn10.
Многолетней практикой установлено, что высокую стойкость в расплавленном цинке имеет сталь с низким содержанием углерода (не более 0,06%), кремния (не более 0,05%), марганца, серы и фосфора. В связи с этим ванны горячего цинкования изготавливают из листовой стали Ст08кп, а сварку выполняют электродами с кислым покрытием. После шести месяцев эксплуатации ванны подлежат замене или ремонту, заключающемуся в заварке мест кородирования поверхности стенок и восстановлении размеров растворенных швов. При изготовлении и ремонте ванн горячего цинкования выполняют большой объем сварочных работ, в связи с этим актуально применение механизированной сварки. Сварка в СО2 сплошной проволокой Св-08Г2С или стандартной порошковой проволокой (например ПП-АН8, ПП-АН29) невозможна, так как при этом не обеспечивается требуемый химический состав металла шва по количеству углерода и кремния. Сложной задачей является предупреждение образования пористости швов при сварке в СО2 стали с низким содержанием кремния.
Предприятие «ТМ.ВЕЛТЕК» разработало и освоило производство газозащитной порошковой проволоки ППс-ТМВ2 диаметром 1,6 мм для сварки ванн горячего цинкования. Химический состав металла шва
оптимизирован по результатам продолжительных испытаний контрольных образцов сварных соединений в ваннах горячего цинкования. Состав проволоки обеспечивает получение плотных швов при низком содержании кремния и углерода в наплавленном металле, что является одним из требований для достижения коррозионной стойкости сварных швов.
Химический состав наплавленного металла, %:
C.........................................0,06
Si........................................0,03
Mn.........................................0,3
S........................................0,032
P........................................0,013
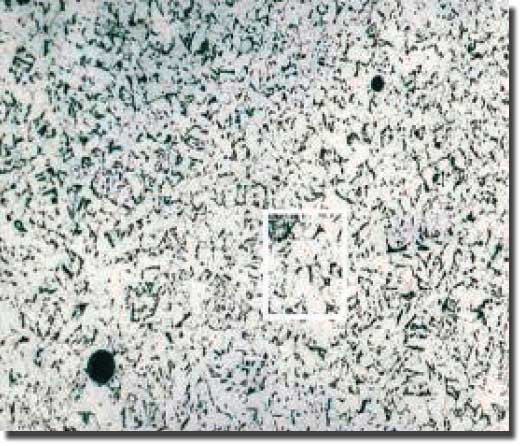
Сварные соединения обладают высокими прочностными характеристики благодаря упрочнению ферритной матрицы дисперсной МАК-фазой (рис. 1). Механические свойства металла шва:
σв, МПа...............................627-603
σт, МПа...............................534-515
δ, %.................................16,0-18,0
Ψ, %.....................................35-38
KCV, Дж/см2:
при +20 °С..........................80-101
при 0°С...........................53-50-50
Применение технологии заполнения разделки валиками малого сечения позволило дополнительно диспергировать структуру металла шва с формированием зон нормализации.
Порошковая проволока ППс-ТМВ2 и
технология сварки применены в ОАО
«Днепропетровский завод металлоконструкций им. Бабушкина» при изготовлении ванн горячего цинкования. Ванны размерами 3400x1380x1200 мм изготовлены из листовой стали Ст08кп толщиной 30 мм. Сварку выполняли на постоянном токе обратной полярности. Сила сварочного тока 280-300 А, напряжение дуги 28-29 В, расход СО2 — 12-16 л/мин. Производительность сварки составила 5,6-6,0 кг/ч. Коэффициент расхода проволоки 1,15.
Применяли два варианта технологии сварки: сварка ванн проволокой ППс-ТМВ2; сварка проволокой Св-08Г2С в СО2 с плакированием швов проволокой ППс-ТМВ2. Оба варианта обеспечивают коррозионную стойкость сварных соединений и увеличение ресурса ванн. Качество сварных швов проверяли визуально и с применением ультразвукового контроля. В сварном соединении отсутствовали несплавления, межслойные шлаковые включения, трещины и поры.
Рис. 2. Поверхность ванны в зоне сварного шва после года эксплуатации
Рис. 2. Поверхность ванны в зоне сварного шва после года эксплуатации
Ванны, изготовленные с применением порошковой проволоки ППс-ТМВ2, были установлены в цехе цинкования ОАО «Днепрометиз». Визуальный контроль ванн после эксплуатации в течение года показал отсутствие коррозии сварных швов и ЗТВ (рис. 2). Дальнейшая эксплуатация ванн позволит определить максимальный их ресурс.
Порошковая проволока обладает хорошими сварочно-технологическими свойствами, что позволяет успешно применять ее как для сварки, так и для ремонта ванн. Использование механизированной сварки порошковой проволокой ППс-ТМВ2 повысило производительность сварочных работ в 2,5 раза. За счет более высокого выхода годного металла снижено количество потребляемого сварочного материала.
Порошковую проволоку поставляют потребителю в мотках или в стандартных кассетах К200 и К300, полностью готовую к применению. Упаковывают проволоку в металлические барабаны массой 50-70 кг по ГОСТ 26101-84. По требованию потребителя проволоку могут поставлять в картонных коробках по одному мотку или кассете, предварительно упакованных в полиэтиленовую пленку.