Повышение долговечности крановых колес применением новой порошковой проволоки Велтек-Н285С
В. Л. Малинов, канд. техн. наук, Л. С. Малинов, д-р техн. наук (ГВУЗ "Приазовский государственный технический университет", г. Мариуполь (Украина))
А. А. Голякевич, инж., Л. Н. Орлов, канд. техн. наук, В. Н. Упырь, инж. (ООО "ТМ ВЕЛТЕК", г. Киев (Украина)
Опубликовано в журнале "Сварочное производство" 2015 №11
В работе приведены данные, показывающие эффективность применения для восстановления быстроизнашивающихся крановых колес новой порошковой проволоки ВЕЛТЕК-Н285С, обеспечивающей получение в наплавленном металле структуры метастабильного аустенита, армированного карбидами и претерпевающего при нагружении во время эксплуатации динамическое деформационное мартенситное превращение (эффект самозакалки при нагружении). Это позволяет использовать внутренний ресурс самого материала.
The paper presents data showing the effectiveness of the quickly wears crane wheels restoration new cored wire. Veltek-N285C which providing in the weld metal structure reception of reinforced carbide metastable austenite undergoes dynamic deformation martensite transformation during exploitation loading (self-hardening effect under loading). This allows the use of internal resources of the material itself.
Проблема повышения долговечности восстановленных наплавкой крановых колес в настоящее время актуальна в связи с их недостаточной эксплуатационной стойкостью [1]. В качестве причин изнашивания рабочей поверхности крановых колес рассматривают контактную усталость, которая, главным образом, проявляется при трении качении. Рабочая поверхность крановых колес испытывает также ударную нагрузку на стыке рельсов и подвергается абразивному и коррозионному воздействию окружающей среды. Вследствие этого на рабочей поверхности колес возникают микротрещины, которые в процессе своего развития приводят к выкрашиванию микрообъемов металла. Наиболее сильно изнашиваются реборды колес. На многих предприятиях восстановление крановых колес в основном производится порошковой проволокой ПП-Нп-18Х1Г1М (ПП-АН120) Ø 3,6 мм (ГОСТ 26101-84), и проволокой сплошного сечения Нп-30ХГСА Ø 4-5 мм (ГОСТ 10543-82). Невысокая эксплуатационная стойкость восстановленных колес объясняется тем, что структура наплавленного металла при использовании этих материалов является ферритокарбидной, не обладающей высоким сопротивлением разрушению в указанных выше условиях нагружения при эксплуатации крановых колес.
Известен иной тип наплавочных материалов, основанных на принципе получения в наплавленном металле структуры метастабильного аустенита, претерпевающего при нагружении в процессе эксплуатации мартенситные превращения [2]. При невысокой исходной твердости (<250 НВ) в процессе работы поверхностный слой существенно упрочняется (до 400-500 НВ), в нем возникают сжимающие напряжения, что повышает сопротивление металла разрушению. При мартенситных превращениях происходит не только упрочнение, но и релаксация микронапряжений, в результате чего затрудняется образование и рост трещин. Необходимо за счет рационального состава и режима термообработки, проводимой после наплавки, оптимизировать развитие мартенситных превращений при нагружении. В этом случае удается достичь наиболее высокого уровня износостойкости наплавленных деталей [3, 4.] Структура метастабильного аустенита по сравнению с другими обладает существенно большей энергоемкостью. Это обусловлено тем, что часть энергии внешнего воздействия расходуется на протекание динамического деформационного мартенситного превращения (ДДМП) и, соответственно, меньшая ее доля идет на разрушение. ДДМП является проявлением эффекта самозакалки при нагружении, позволяющего материалам использовать внутренний ресурс и приспосабливаться к внешним нагрузкам [3, 4]. Важно подчеркнуть, что наилучшие результаты обеспечивают сплавы на хромомарганцевой основе, имеющие низкую энергию дефектов упаковки и высокую способность к упрочнению, а также мартенситообразованию [5-7]. Важную роль играют и такие структурные превращения, происходящие в процессе эксплуатации, как образование дефектов упаковки, двойникование, изменение плотности дислокаций, сильное диспергирование структуры вплоть до наноразмеров [8] и динамическое старение [9].
Впервые идея создания сталей с метастабильным аустенитом была высказана и реализована еще в середине 50-х годов прошлого века И. Н. Богачевым и Р. И. Минцем применительно к деталям, подвергавшимся кавитационному разрушению, а затем и к деталям, работающим в условиях контактно-усталостного нагружения [5-7]. Ими была разработана хромомарганцевая сталь 30X10Г10. На ее основе отраслевой лабораторией УПИ им. С. М. Кирова под руководством М. И. Разикова были созданы электроды УПИ 30X10Г10 и порошковая проволока ПП-30Х11Г12Т [2]. Наряду с высокими эксплуатационными свойствами, обеспечиваемыми ими, имели место и недостатки. К ним относились технологические особенности наплавки и трудная обрабатываемость резанием наплавленного металла [10]. Последнее обусловило сравнительно малое применение этих наплавочных материалов в промышленности.
В настоящей работе ставилась задача разработать порошковую проволоку, в значительной степени лишенную указанных недостатков, обеспечивающую структуру и свойства, наплавленного металла на уровне эксплуатационной стойкости восстановленных крановых колес.
Методика проведения исследований
Изготавливали порошковую проволоку диаметром 3,6 мм с оболочкой из стали 08кп, имеющей толщину 0,4 мм. Состав шихты был выбран с таким расчетом, чтобы обеспечить лучшую технологичность, чем у известных материалов. Разработанная порошковая проволока (Пат. Укр. № 93302, 2011) получила шифр ВЕЛТЕК-Н285С. Наплавку образцов для испытания свойств и определения фазового состава выполняли в 3 слоя на пластины толщиной 30 мм из стали ВСт3сп под флюсом "RECORD SK EN-760" (Böhler Thyssen, Австрия), Проводили дюрометрические, металлографические исследования. Фазовый состав наплавленного металла определяли методом рентгеновского анализа с использованием дифрактометра ДРОН-4. Оценивалась износостойкость при сухом трении на машине МИ1-М и абразивном воздействии по методу Бринелля-Хауорта [11]. За эталон принят наплавленный металл, полученный при использовании проволоки ПП-Нп-18Х1Г1М (ПП-АН120), после отжига при 550 °С. Микроструктура его представляет собой сорбит отпуска, а твердость составляет НВ 290-320. Проводились длительные эксплуатационные испытания, завершившиеся внедрением новой проволоки в производство.
Результаты исследований и их обсуждение
Оптимальным режимом наплавки порошковой проволокой ВЕЛТЕК-Н285С при диаметре Ø3,6 мм является следующий: I = 350-400 A, U = 35-40 В, V = 40-45 м/час. Используются флюсы АН-26 или "RECORD SK EN-760". Технология наплавки новой порошковой проволокой не отличается от таковой при использовании известных низколегированных наплавочных материалов. Применяются флюсы АН-26 или "RECORD SK EN-760". Разработанная порошковая проволока технологична при наплавке. Она обеспечивает хорошее формирование и соединение слоев наплавленного металла между собой, а также с основным металлом и отделимость шлаковой корки. Исследование макро- и микроструктур свидетельствует об отсутствии трещин, несплавления, шлаковых включений и других дефектов и, соответственно, хорошем качестве наплавленного металла и зоны сплавления. Оптимальным режимом наплавки является: I = 350-400 А, U = 35-40 В, V = 40-45 м/час.
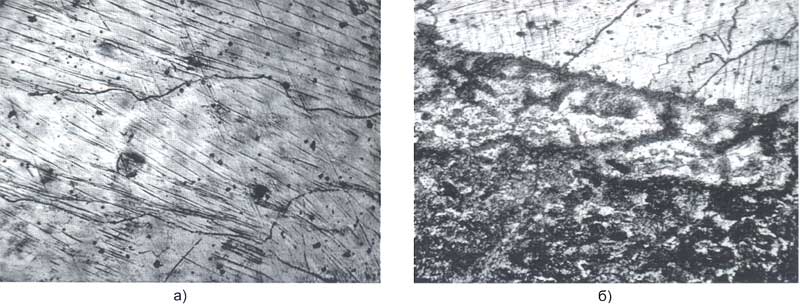
Наплавленный металл имеет аустенитную структуру с дисперсными карбидами, располагающимися внутри зерен. В некоторых из них видны линии скольжения, что является следствием деформации при возникновении внутренних напряжений. Микротрещины в наплавленном металле отсутствуют (рис. 1). Сплавление с основным металлом хорошее, каких-либо дефектов не обнаружено. Рис. 1. Микроструктура металла, наплавленного проволокой Велтек-Н285С: а - поверхностный слой; б - зона сплавления, х550
Рис. 1. Микроструктура металла, наплавленного проволокой Велтек-Н285С: а - поверхностный слой; б - зона сплавления, х550
Измерения твердости по сечению показывают, что она вблизи поверхности наплавленного металла составляет НВ 217-220, а вблизи переходной зоны возрастает до НВ 280-300. Последнее может быть следствием диффузии углерода из основного металла в наплавленный, так как в последнем его концентрация значительно ниже. Исходная твердость пластины из стали 65Г, на которую осуществлялась наплавка, составляла ~НВ 240.
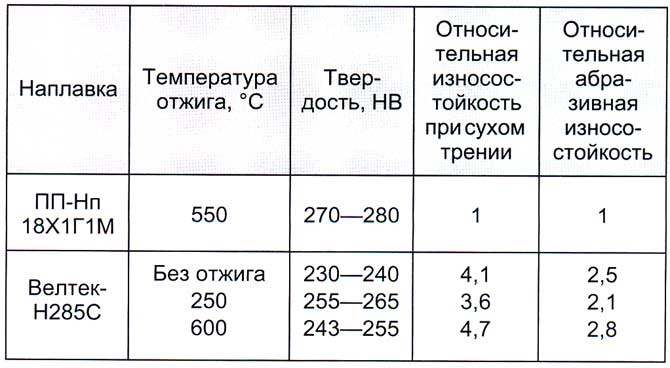
Обычно после наплавки проводят низкотемпературный отжиг для уменьшения внутренних напряжений, возникших при ее проведении. В связи с этим изучено влияние температуры его проведения на структуру и износостойкость. Температура отжига варьировалась от 250 до 600 °С, выдержка составляла 1 ч. После нагрева и выдержки при 250-350 °С в наплавленном металле происходит стабилизация аустенита по отношению к образованию мартенсита деформации при изнашивании. Его количество на изнашиваемой поверхности снижается (до 8 %) по сравнению с тем, каким оно было после наплавки без термообработки (15 %). Причиной этого может быть повышение предела текучести аустенита [12] из-за блокировки дислокаций атомами углерода или выделения дисперсных карбидов. Следствием этого является снижение износостойкости при сухом трении и абразивном воздействии. Противоположный эффект вызывает отжиг при более высоких температурах - 500-600 °С. В наплавленном металле имеет место дестабилизация аустенита, и прирост мартенсита на изношенной поверхности возрастает, соответственно, до 20 и 28 %. Это обусловлено выделению карбидов в объеме и по границам зерен. При этом происходит обеднение углеродом и легирующими элементами твердого раствора и, соответственно, активизация деформационного мартенситного превращения. Вследствие этого количество мартенсита на изнашиваемой поверхности увеличивается, а износостойкость при сухом трении и абразивном воздействии возрастает (табл. 1).
Влияние температуры отжига металла, наплавленного проволокой ВЕЛТЕК-Н285С, на относительную износостойкость представлено в табл. 1.
Таблица 1
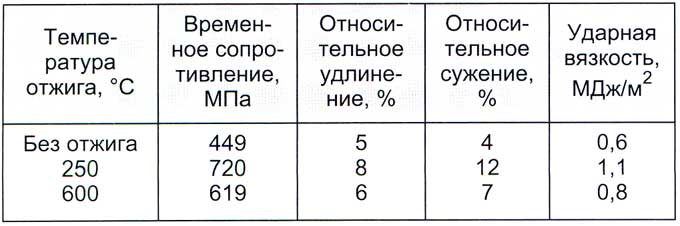
В работе изучено также влияние температуры отжига на механические свойства металла, наплавленного (табл. 2) порошковой проволокой ВЕЛТЕК-Н285С. Она неоднозначно влияет не только на износостойкость, но и механические свойства металла, наплавленного порошковой проволокой ВЕЛТЕК-Н285С, Для получения хорошего комплекса механических свойств необходима повышенная стабильность аустенита к деформационному мартенситному превращению (отжиг при 250 °С). Нагрев 600 °С снижает временное сопротивление, пластичность и ударную вязкость.
Влияние температуры отжига (выдержка 1 ч) на механические свойства металла, наплавленного проволокой ВЕЛТЕК-Н285С, представлено в табл. 2.
Таблица 2
Учитывая, что главным является повышение износостойкости крановых колес, следует получать аустенит пониженной стабильности, что достигается проведением термообработки, требуемой по технологии для снятия внутренних напряжений.
С учетом полученных результатов исследований была наплавлена промышленная партия крановых колес в количестве 14 штук. Наплавка проводилась по режиму, отработанному при проведении исследования, указанному ранее. Перед наплавкой проводился подогрев колес на 200 °С в соответствии с производственно-технологической инструкцией по наплавке крановых колес. Формирование валиков наплавленного металла и отделяемость шлаковой корки были хорошими. Каких-либо дефектов (несплавления, шлаковые включения, трещины и др.) не обнаружено. Никаких затруднений при наплавке крановых колес не было. Технология ее проведения не отличалась от таковой, применяемой для серийно восстанавливаемых крановых колес порошковой проволокой. После наплавки новой проволокой был проведен отжиг при 600 °С, применяемый для серийно восстанавливаемых наплавкой крановых колес.
Механическая обработка наплавленных колес проводилась резцами, оснащенными твердым сплавом ВК-8. Каких-либо технических трудностей при этом не встретилось. Однако следует отметить, что металл, наплавленный порошковой проволокой ВЕЛТЕК-Н285С, обрабатывается труднее, чем наплавленный серийно применяемой проволокой.
Замеры твердости поверхности трения колес, наплавленных разработанной порошковой проволокой, после эксплуатации показали, что она возросла с 240 НВ после наплавки до 400 НВ на ребордах и до 500 НВ на поверхности качения. Важно подчеркнуть, что износ рельсов не увеличился. В результате длительной работы на тяжело нагруженных кранах колес, восстановленных порошковой проволокой ВЕЛТЕК-Н285С, установлено, что их долговечность возросла в 5 раз по сравнению с наплавляемыми проволокой ПП-Нп-18Х1Г1М (ПП-АН120). Новая проволока внедрена в производство и применяется с 2009 г. В результате получен значительный экономический эффект. Можно полагать, что ее применение целесообразно и для других быстроизнашивающихся деталей.
Выводы
Показано, что разработанная порошковая проволока ВЕЛТЕК-Н285С технологична при наплавке. Восстановление ей крановых колес не встречает каких-либо затруднений и обеспечивает получение качественного наплавленного металла.
Применение новой порошковой проволоки обеспечивает получение в наплавленном металле структуры метастабильного аустенита, армированного карбидами, и реализацию эффекта самозакалки при нагружении за счет протекания ДДМП. Это позволяет использовать внутренний ресурс самого материала.
Долговечность крановых колес, наплавленных разработанной порошковой проволокой, в 5 раз выше, чем при использовании ПП-Нп-18Х1Г1М (ПП-АН120). При этом не происходит повышенного износа рельсов. Проволока ВЕЛТЕК-Н285С внедрена в производство и успешно применяется с 2009 г. Она обеспечивает значительное ресурсосбережение.
СПИСОК ЛИТЕРАТУРЫ
Ананьев С. П., Коротков В. А., Головизнин Б. Л., Козлов В. В. Совершенствование технологий наплавки крановых колес // Сварочное производство. 2007. № 1. С. 23-27.
Разиков М. И., Ильин В. П. Сварка и наплавка кавитационной стали марки 30X10Г10. М.: НИИМАШ, 1964. 35 с.
Малинов Л. С., Малинов В. Л. Ресурсосберегающие экономнолегированные сплавы и упрочняющие технологии, обеспечивающие эффект самозакалки. Мариуполь: Изд. "Рената" 2009. 568 с.
Малинов Л. С., Малинов В. Л. Основные положения концепции создания экономнолегированных сплавов и упрочняющих технологий, в которых реализуется принцип получения многофазной, управляемо самотрансформирующейся структуры II Спеціальна металургія: вчора, сьогодні, завтра [Електрон, ресурс]: матеріали XII Всеукраінськоі науково-практичноі конференції, Киів, НТУУ "КПІ". 2014. С. 626-638.
Богачев И. Н., Минц Р. И. Кавитационное разрушение. Свердловск: ГНТИ машиностроительной литературы, 1959.110с.
Богачев И. Н., Минц Р. И. Повышение кавитационно-эрозионной стойкости деталей машин. М.: Машиностроение, 1964.142 с.
Богачев И. Н. Кавитационное разрушение и кавитационностойкие сплавы. М.: Металлургия, 1972. 189 с.
Коршунов Л. Г. Макаров А. В., Черненко Н. Л. Прочностные свойства нанокристаллических структур, формирующихся в сталях и сплавах при абразивном и адгезионном изнашивании / В сб. трудов Нанотехнологии и физика функциональных нанокристаллических материалов. Екатеринбург: УРО РАН. 2005. Т. 1. С. 288-305.
Коршунов Л. Г., Макаров А. В. Исследование износостойкости и структурных превращений при абразивном изнашивании стали У8, упрочненной лазером//Трение и износ. 1988.Т. 9. № 1. С. 52-59.
Тарасенко В. В., Хоменко Г. В., Титаренко В. И., Титаренко А. В. Опыт совместных работ ОАО "Запорожсталь" и ОП "Реммаш" в разработке и внедрении новых наплавочных материалов // Об. работ 2-ой научно-практической конференции "Модернизация и переоснащение предприятий. Эффективные технологии ремонта и восстановления деталей". Международный промышленный форум "УкрИндустрия-2006". Днепропетровск: Экспо-центр "Метеор", 2006. С. 39-43.
Тененбаум М. М. Износостойкость конструкционных материалов и деталей машин. М.: Машиностроение, 1966. 331 с.
Блантер М. Е. Теория термической обработки. М.: Металлургия, 1984. 328 с.