The problem of resource saving is becoming ever more
urgent now. One of the directions of its solving is
improvement of fatigue life of parts reconditioned by
automatic arc surfacing, in particular, heavily loaded
crane wheels of metallurgical shops.
A considerable improvement of the residual life of
reconditioned parts is achieved using surfacing consumables.
They enable producing in the deposited metal
the structure of strongly hardening metastable
austenite, which transforms into martensite under the
influence of deformation at loading in operation,
which is classified as the effect of self-hardening at
loading [1].
The first surfacing consumables ensuring formation
of metastable austenite in the deposited metal were
developed by M.I. Razikov with a team of associates
at the start of the 1960s [2] based on cavitation-resistant
30Kh10G10 steel developed by I.N. Bogachev
and R.I. Mints [3]. These surfacing consumables were
applied mainly to improve the fatigue life of parts of
hydraulic units, and later for surfacing various rapidly
wearing parts operating under the conditions of dry
friction, in particular, crane wheels.
A feature of surfacing by such materials, is the fact
that failure to satisfy a number of conditions may
result in embrittlement of the deposited layer because
of formation of austenitic-martensitic structure, characterized
by a high hardness. To prevent it, surfacing
should be performed at relatively low values of current,
arc voltage, but at an increased speed, formation
of narrow beads, their intermittent nature, thus making
the technology more complicated. In addition,
deposited metal has poor cuttability [4] as a result of
an intensive formation of martensite under the tool
impact (deformation martensite).
Under the conditions of friction wear resistance of
high-alloyed deposited metal of Fe-Cr-Mn system is
largely determined by hardening ability of austenite
proper, which depends on its carbon content and intensity
of formation of deformation martensite [5]. It
is important to note that selection of rational composition
of surfacing consumable and post-surfacing heat
treatment mode allows optimization of development
of martensite transformation at loading, as in this case
it is possible to achieve the highest level of wear resistance
of the deposited parts.
New flux-cored wire WELTEC_N285 (Fe-Cr-Mn) was developed, which is largely devoid of the
above drawbacks. Proportion of carbon, chromium
and manganese is selected so as to achieve immediately
after surfacing an increased stability of deposited metal
austenite relative to γ→α’’-transformation compared
to the known surfacing consumables of this type. For
this reason technology of surfacing is greatly simplified
and cuttability is improved, thus promoting a
wider application of the developed flux-cored wire.
The required intensity of running of deformation
martensite transformation in service is achieved as a
result of heat treatment, which is performed after surfacing
to relieve inner stresses.
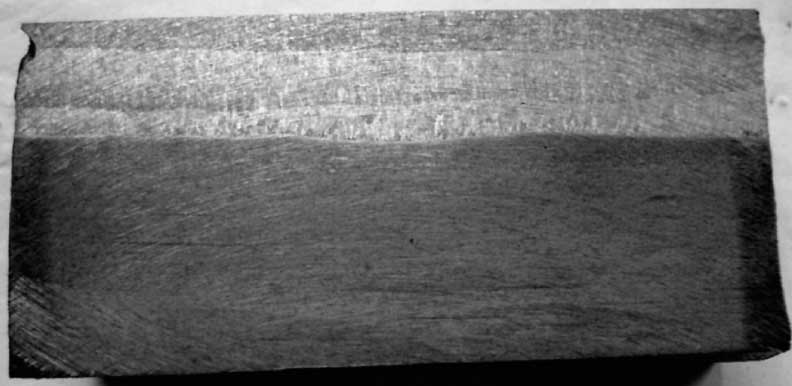
Figure 1. Macrostructure (X16) of deposited metal produced with new flux-cored wire
Figure 1. Macrostructure (X16) of deposited metal produced with new flux-cored wire
Optimum mode of surfacing by 3.6 mm wire is as
follows: I = 350-400 A; Ua = 35-40 V; νstyle=s = 40-
45 m/h. AN-26 and REKORD SK EN-760 fluxes were
used. Here a good formation of the deposited metal
layers and their joining with each other and with the
base metal are achieved. Lacks-of-penetration, slag
inclusions and cracks are absent (Figure 1). Slag crust
separability is good. At surfacing with the developed
flux-cored wire the deposited metal layers have an
austenitic structure with dispersed carbides located
inside the grains (Figure 2). No microcracks form in
the deposited metal. A structure of austenite with
troostite net is found near the line of fusion with the
base metal (65G steel). Base metal has a troostite
structure near the fusion line.
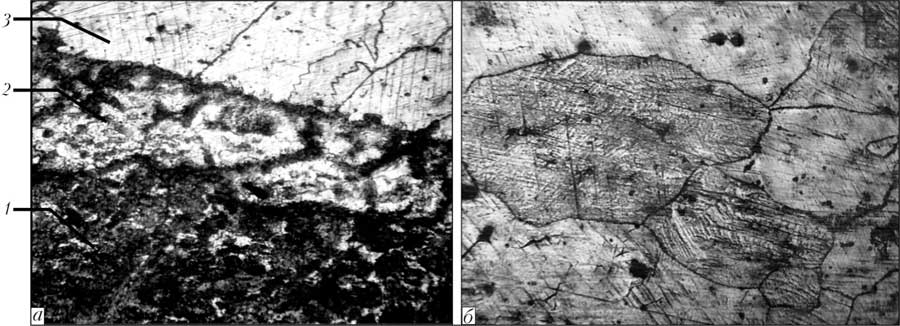
Figure 2. Microstructures (X550) of metal surfaced with the developed flux-cored wire: a -- base metal and transition layer (1 -- base metal-troostite; 2 -- transition layer-austenite with troostite net; 3 -- deposited austenite layer); b -- austenite structure of surface
layer
Figure 2. Microstructures (X550) of metal surfaced with the developed flux-cored wire: a -- base metal and transition layer (1 -- base metal-troostite; 2 -- transition layer-austenite with troostite net; 3 -- deposited austenite layer); b -- austenite structure of surface
layer
Hardness measurement across the section showed
that it is equal to HB 217-220 near the deposited
metal surface, and to HB 230-240 in the middle part,
and at the transition zone it increases to HB 280-300,
which is the result of carbon, chromium and manganese
redistribution in the zone of fusion with the base
metal.
As follows from the testing results, wear resistance
of the metal deposited with the developed flux-cored
wire at sliding friction by shoe-roller schematic and
abrasive impact practically does not differ from that
value at deposition with Np-30Kh10G10T wire
(GOST 10543-98) and is much higher than that value
when using wires FCW-Sw-18Cr1Mn1Mo (GOST 26101-84), Sv-12Kh13 and Sv-06Kh18N9T (GOST 224-70)
(Table). Application of the developed flux-cored wire
of Fe-Cr-Mn system provides a structure of metastable
austenite, strongly hardening at cold working.
The degree of its hardening is the same as with Np-
30Kh10G10T wire, but maximum hardness is achieved
during 1.5-2 times longer time, which is due to a
lower intensity of deformation martensite transformation
at application of the new wire. This results in
longer time of the stress relaxation process alongside
hardening, thus impeding crack initiation and propagation
[6]. After annealing at 600 °C applied after
surfacing to relieve inner stresses, a multitude of dispersed
carbides is found in austenite, which also promote
an improvement of wear resistance. According
to the data of X-ray analysis, deformation martensite
content on the worn surface after annealing of the
deposited metal is 1.5-2 times higher than without it
(30-35 wt.%), which is indicative of its partial destabilization.
Long-term industrial testing of crane wheels surfaced
by the developed flux-cored wire, providing the
effect of self-hardening in operation, confirmed the
results of laboratory investigations and demonstrated
an increase of fatigue life of these parts more than 3
times compared to wheels reconditioned by the commercial
FCW-Sw-18Cr1Mn1Mo wire. The achieved result
was similar to that obtained with Np-30Kh10G10T
wire. However, the new material also offers indubitable
technological advantages in surfacing. Measurement
of hardness of the working surface of wheels,
surfaced by the new flux-cored wire, showed that it
increased from HB 217-220 to 450-470. This is indicative
of realization of the self-hardening effect in
the deposited metal during wheel operation, which
ensures an improvement of their fatigue life. No increased
wear of the rails is found at increase of crane
wheel wear resistance.
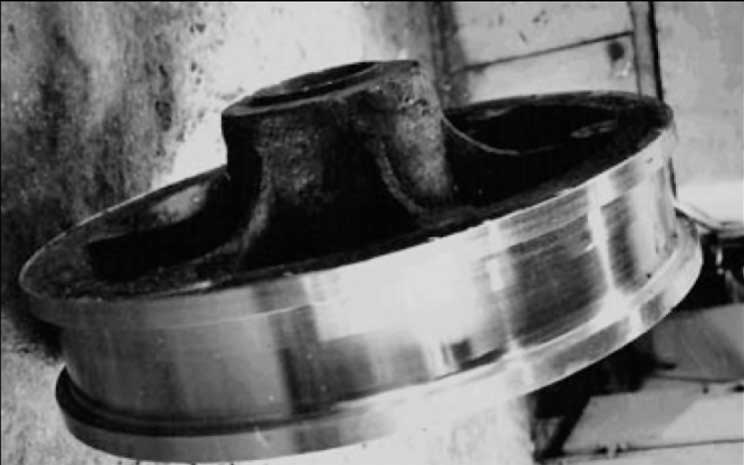
Figure 3. Appearance of deposited and machined wheel
Figure 3. Appearance of deposited and machined wheel
Machining of crane wheels reconditioned by the
new flux-cored wire using tools fitted with hard alloys
does not involve any technical difficulties. Figure 3
shows the appearance of a surfaced and machined
wheel. It should be noted that the metal deposited
with the new wire is more difficult to machine than
when FCW-Sw-18Cr1Mn1Mo wire is used. By the degree
of machinability it is close to the metal deposited with
Sv-06Kh18N9T wire.
Thus, the developed flux-cored wire, providing the
structure of metastable austenite in the deposited metal
strengthened by dispersed carbides, features a good
adaptability to fabrication in surfacing. Use of the
new flux-cored wire owing to the effect of self-hardening
in service allows an essential increase of fatigue
life of the reconditioned parts.
The developed surfacing consumable can have a
wide range of applications. It can be used not only
for reconditioning crane wheels, but also wheels of
railway rolling stock of enterprises, quarry wagons,
various rollers, trunnions of steel-pouring ladles, rapidly
wearing parts, exposed to low-aggressive media,
for instance plungers in hydraulic presses, stop valves,
and many other products, currently reconditioned by
low-carbon surfacing consumable of different degrees
of alloying. Cost effectiveness in this case is determined
by costs (material, energy, labour, equipment
downtime), which are much higher than the cost of
the applied wire.



 of deposited metal produced with new flux-cored wire")
 of metal surfaced with the developed flux-cored wire: a -- base metal and transition layer (1 -- base metal-troostite; 2 -- transition layer-austenite with troostite net; 3 -- deposited austenite layer); b -- austenite structure of surface
layer")