The surfacing using flux-cored wire finds a wide application in many branches of industry and, first of all, in the repair works. At the present time the largest manufacturer of flux-cored wires for surfacing in Ukraine is the enterprise «TM.WELTEC Ltd.». In the present work the developments of this enterprise and the experience of their use in repair surfacing of rolls of rolling stands, CCM rollers, wheel cranes and also the rollers of straightening machines and critical parts of hydraulic supports of mining equipment are described.
The first flux-cored wires for electric arc surfacing
were developed in the 1950s at the E.O. Paton Electric
Welding Institute [1]. In the following years due
to versatility, simplicity and efficiency of manufacturing
technology this type of electrode materials for arc
surfacing found a wide spreading in different branches
of industry [2-4]. The majority of grades of fluxcored
wires of different purpose were developed at
the PWI and manufactured by the PWI Experimental
Production and the PWI Pilot Plant of Welding Materials
[5-7]. In the 1990s and the following years the
production of flux-cored wires for welding and surfacing
in Ukraine was mastered by a number of new
companies. Also the flux-cored wires of foreign companies
appeared at the market of Ukraine.
In this article the experience of application of fluxcored
wires in different branches of industry is described,
which are developed and manufactured by
Company «TM.WELTEC Ltd.».
Surfacing of rolls of rolling stands. For surfacing
of steel rolls of rolling stands of different purpose
the repair services of metallurgical plants of Ukraine
apply the electric arc surfacing using flux-cored wires FCW-Sw-35W9Cr3SiV, FCW-Sw-25Cr5VMoSi, FCW-Sw-30Cr4W2Mo2VSi,
FCW-Sw-30Cr2Mo2VNi etc. [1, 2, 6]. The main causes of failure of
steel rolls of hot rolling is the oxidation, abrasive wear
and thermal fatigue. To a large extent such wear of
the working surface of the roll is connected with the
structural state of the metal and the morphology of its
structural components [8, 9].
For surfacing of rolls of blooming stands «TM.WELTEC Ltd.» proposed flux-cored wire WELTEC-H505-RM (alloying system Fe-C-Si-Mn-W-Cr-Mo-Ni-V).
The existing methods of tests on thermal resistance,
heat resistance and wear at high temperatures can not
provide a reliable determination of resistance of deposited
metal of a particular type directly under the
conditions of rolling. The field tests of rolls of rolling
mill NZS-730 of the workshop «Blooming-1» at the
Krivoy Rog Mining and Metallurgy Plant «Krivorozhstal
» were performed deposited with flux-cored
wires FCW-Sw-35W9Cr3SiV and WELTEC-H505-RM.
The averaged values of the relative wear resistance
and relative resistance to fire crack formation in deposited
rolls of rolling mill NZS-730 are given in Table
1. As compared to wire FCW-Sw-35W9Cr3SiVthe formation and development of fire cracks in the depth
of their penetration is 2-4 times reduced [10], which
significantly reduces the depth of the groove during
repair of rolls.
Table 1. Wear resistance and crack resistance of deposited rolls of rolling mill NZS-730 of the workshop «Blooming-1» at the
«Krivorozhstal»
Grade of flux-cored wire
Hardness of deposited metal HRC
Relative wear resistance
Relative crack resistance
PP-Np-35V9Kh3SF
46-48
1.0
1.0
WELTEC-N505
50-54
1.3
2.0
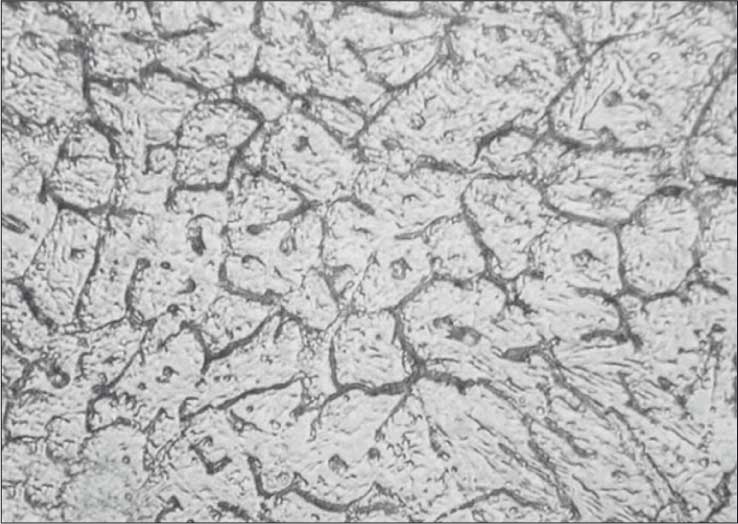
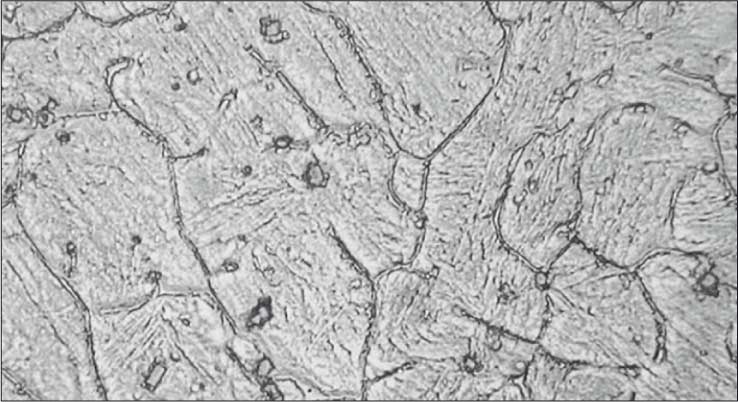
The microstructure of deposited metal of both
types was investigated. The structure of metal deposited
using wire FCW-Sw-35W9Cr3SiVrepresents a
coarse acicular martensite with the islands of residual
austenite and elongated layers of carbide eutectics
along the boundaries of primary austenite grains (Figure
1, a). In the body of grains and at their boundaries
the carbides of chromium, tungsten and dispersed
vanadium carbides are observed.
The metal deposited using wire WELTEC-H505-RMhas
predominantly the structure of a fine-acicular martensite
with the fringes of residual austenite along the
boundaries of the primary grains. Inside the grains the
uniformly distributed carbides of chromium, tungsten,
molybdenum and vanadium are also observed
(Figure 1, b).
Figure 1. Microstructure (×500) of metal deposited using flux-cored wire: a — PP-Np-35V9Kh3SF; b — WELTEC-N505
Figure 1. Microstructure (×500) of metal deposited using flux-cored wire: a — PP-Np-35V9Kh3SF; b — WELTEC-N505
For surfacing of rolls of the first and the second
stands of pipe rolling mill TPA 30-102 of the Nikopol
Seamless Pipe Plant «Niko Tube» flux-cored wire
WELTEC-H480NT (alloying system Fe-C-Si-Mn-
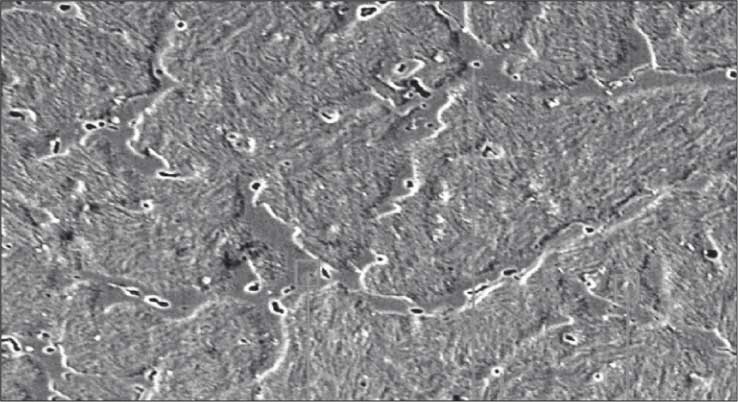
Cr-V-Mo-W) was proposed. The structure of metal
deposited using that wire consists of a fine-acicular
martensite, residual austenite at the grain boundaries
and small formations in the body of grains (Figure 2).
Carbide precipitates along the grain boundaries are
negligible. The dispersed carbides are uniformly distributed
in the grain body along their boundaries. The
hardness of deposited metal is HRC 50-56.
Figure 2. Microstructure (×1000) of metal deposited using fluxcored wire WELTEC-N480NT
Figure 2. Microstructure (×1000) of metal deposited using fluxcored wire WELTEC-N480NT
The rolls of the first stand, deposited using fluxcored
wire WELTEC-H480NT, were removed from the
mill after 5000 t rolling of pipes. The wear on the bottom
of the caliber was 0.3-0.5 mm. The condition of
a surface of roll calibers is satisfactory, the surface is
smooth and the cracks were absent. The wear of rolls
of the second stand was 1.5-2.0 mm after rolling the
8790 t of pipes. The life of rolls of the second stand
was increased from 1,200 to 8,000 t of pipe rolling.
Surfacing of MCCB rollers. The domestic
[11-14] and international experience shows that for
surfacing of working layer of MCCB rollers the following
alloying systems are mainly used: Fe-C-Cr
(predominantly for straight areas of MCCB), Fe-Cr-Ni-Mo-N and Fe-C-Cr-Ni-Mo-V-Nb (predominantly
for curvilinear areas of MCCB).
For surfacing of rollers of MCCB the «TM.WELTEC Ltd.» proposed flux-cored wires WELTEC-H470(for submerged surfacing) and WELTEC-H470 (for
surfacing in the mixture of shielding gases) of alloying
system Fe-C-Cr-Ni-Mo-V-Nb-N.
In the manufacture and repair of the rollers at the
«Azovstal», Iliich Metallurgical Plant (Mariupol) and
Novo-Kramatorsk Metallurgical Works the technology
of surfacing was applied using wire WELTEC-H470of 3.0-3.6 mm diameter under fluxes AN-20 or AN-26
on a screw line using a single arc, without oscillation
and with transverse oscillations. The Starokramatorsk
Machine Building Plant (Kramatorsk) performed surfacing
of rollers of MCCB using wire WELTEC-H470of 2.0 mm diameter in the mixture of Ar + 18 % CO2.
The hardness of the deposited metal after smoothing
amounts to HRC 44-48 and corresponded to the
technical task of the customer. The structure of the
deposited metal represents a low-carbon fine-acicular
martensite hardenedd with dispersed carbides and nitrides
(Figure 3).
РFigure 3. Microstructure (×1000) of metal deposited using fluxcored
wire WELTEC-N470 with volume fraction of δ-ferrite of
5.2 % and hardness after surfacing HRC 42–46
РFigure 3. Microstructure (×1000) of metal deposited using fluxcored
wire WELTEC-N470 with volume fraction of δ-ferrite of
5.2 % and hardness after surfacing HRC 42–46
At the «Azovstal» the manufacture
and repair surfacing with the mentioned flux-cored
wires provided the treatment of the radial area with
3000 melts and the straight area with 7500 melts at the
volume of one melt being 175 t.
Surfacing of crane wheels. For surfacing of crane
wheels, as a rule, the surfacing materials are applied
which provide producing the deposited metal of the
type of low-alloyed steels 18Kh1G1M or 30KhGSA.
However, during surfacing of heavily-loaded wheels
of cranes, which operate at the metallurgical enterprises,
these materials do not provide the required
service life.
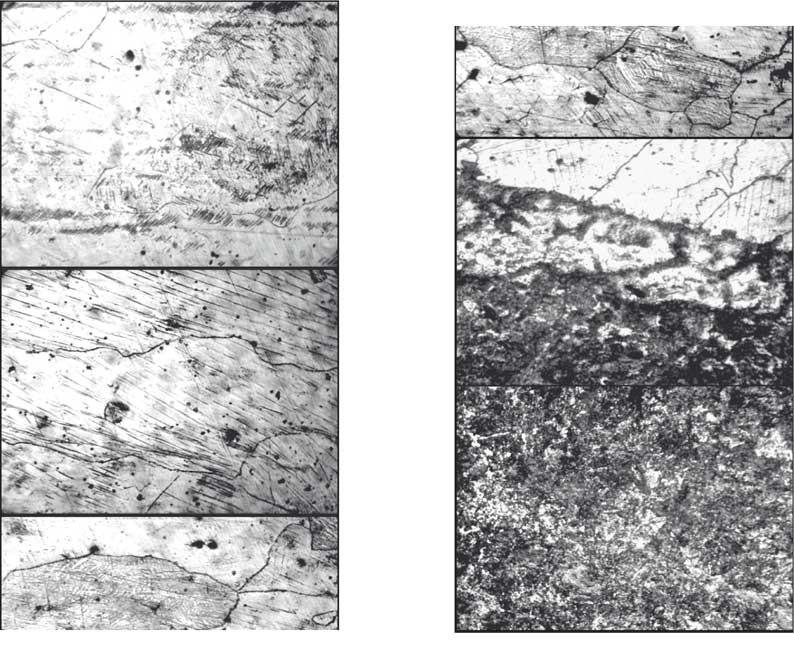
Figure 4. Microstructure (×550) of metal layers from the base
metal surface (from top to bottom) deposited using flux-cored
wire WELTEC-N285.01
Figure 4. Microstructure (×550) of metal layers from the base
metal surface (from top to bottom) deposited using flux-cored
wire WELTEC-N285.01
The increase in wear resistance of parts of the similar
type can be achieved using the surfacing materials
providing producing the deposited metal with the
structure of metastable austenite undergoing transformation into martensite under the influence of deformations
occurring at loading of a part in the process
of service [15-18].
At the Iliich Metallurgical Plant for surfacing of the
heavily loaded crane wheels it was proposed to apply
flux-cored wire WELTEC-H285-01 (alloying system Fe-C-Cr-Mn-Mo-V). In the deposited metal of this type
the structure of metastable austenite is formed, which
is considerably hardened during cold work hardening
(Figure 4). After tempering at 600 °C, applied for inner
stresses relieving the precipitations of dispersed carbides
of chromium, vanadium and molybdenum are observed.
As a result of depletion of matrix grains wtih carbon and
alloying elements, the deformational martensite transformation
is intensified, which leads to a significant increase
in wear resistance of metal of the deposited rolling
surface of the wheel. According to the data of X-ray
structural analysis, on the deposited surface of the wheel
after annealing the fraction of martensite is 1.5-2 times
increased and amounts to about 30-35 vol.%. The hardness
of metal after surfacing is HB 217-220 and after
cold work hardening it amounts to HB 380-410.
According to the data of laboratory tests, in sliding
friction according to the shoe-roller scheme and
at the abrasive effect, the highest wear resistance was
obtained in surfacing using wire WELTEC-H285-01 (PP-Np-14Kh12G12MF) (Table 2). Two variants of technology
for surfacing of crane wheels were realized:
1 — surfacing of ledges and rolling surface using
wire WELTEC-H285-01, and 2 — surfacing the rolling
surface with wires Np-30KhGSA or FCW-Sw-18Cr1Mn1Mo and rims — with WELTEC-H285-01 wire. A 3
times increase in service life of the crane wheels was
achieved, which allows enterprises to reduce significantly
the operating costs on the cranes.
Surfacing of rollers of straightening machines.
The rollers of straightening machines are traditionally
manufactured of steel 90Kh1 with a surface heat
treatment. In the process of surfacing on steel 90Kh1
the high preheating temperature of 400-450 °C and its
stable maintaining along the whole length of the part
are required due to a high tendency of steel 90Kh1
to hot and cold crack formation. However, the severe
conditions of operation of these rollers, especially
during straightening of sheet products and rolled
sections of alloyed grades of steel with a scale cause
their premature failure. An insufficient resistance of
straightening machine rollers of steel 90Kh1 with a surface hardening even when a sufficiently high hardness
(HRC 61-63) is provided, is explained by insufficient
number of hardening phases (carbides, carbonitrides)
in the structure of metal of these rollers and
insufficient thickness of the hardened layer (from 1.5
to 5 mm). Moreover, so far nobody has repaired the
straightening machine rollers of steel 90Kh1 because
of a poor weldability of this steel grade.
The efficient technological solution to this problem
was proposed by the Company «Vosstanovlenie» (Lipetsk) and Company «TM.WELTEC Ltd.». It is
proposed to manufacture rollers of heat-treated steel
40Kh and to perform their surfacing using wires
WELTEC-WT550.01-FV (Fe-C-W-Mo-Cr-V) and
WELTEC-WT545-F (Fe-C-Mo-Cr-V-Ni). The hardness
of deposited layer in this case is HRC 57-60.
Table 2. Relative wear resistance of metal deposited using different flux-cored wires
Surfacing material
Heat treatment mode
Relative abrasive
wear resistance*
Relative wear resistance under the conditions of dry friction*
PP-Np-18Kh1G1M (reference)
Surfacing + annealing at 550 °C (1 h)
1.0
1.0
Np-30Kh10G10
Surfacing + annealing at 550 °C (1 h)
2.0
3.0
WELTEC-N285.01
Surfacing + annealing at 600 °C (1 h)
2.3
3.2
*Determined by ratio of mass loss of the deposited metal of the reference to mass loss of the corresponding deposited metal.
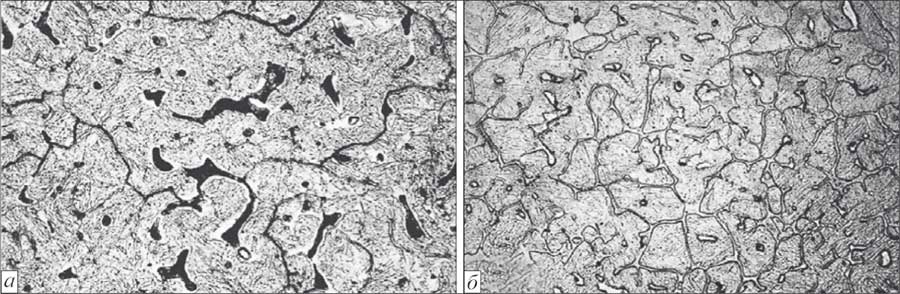
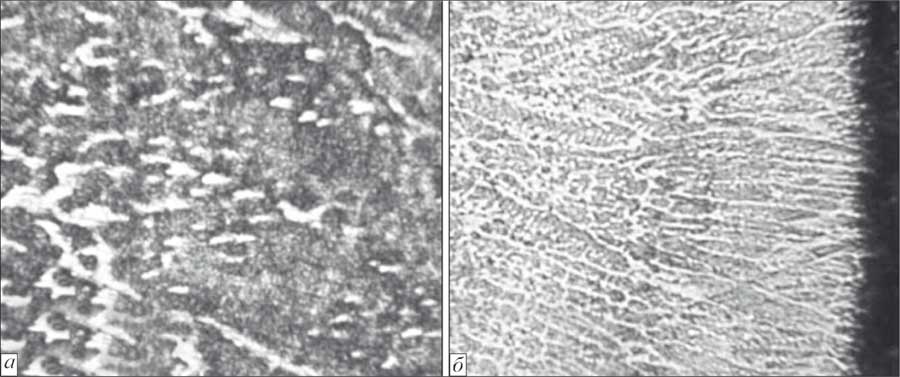
Figure 5. Microstructure (a — ×1000; b — ×100) of working layer metal of the roller deposited using flux-cored wire WELTEC-N545
Figure 5. Microstructure (a — ×1000; b — ×100) of working layer metal of the roller deposited using flux-cored wire WELTEC-N545
The high wear resistance and hardness of the working
surface of rollers is achieved by formation of martensite
structure hardened by dispersed carbides and
also by decrease in the structure of primary grain size
by performing a process of surfacing using the wire of
2.0 mm diameter at the modes with an optimum combination
of efficiency and heat input (Figure 5). The
surfacing process was carried out at direct current of
reverse polarity under flux AN-26p at Ia = 260-280 A,
Ua = 30 V, vw = 28-30 m/h.
The rollers of straightening sheet metal machines
with diameter of the barrel of 190, 230, 250 and
360 mm, restored applying the new technology provided
the «Vyksa Metallurgical Plant» with 3-4 times
increase in service life as compared to the new rollers
of steel 90Kh1 with surface hardening. Moreover,
the cost of repair of these rollers applying the new
technology was less than a half of the cost of the new
ones, manufactured of steel 90Kh1.
Surfacing of rods and plungers of hydraulic
power supports of mining equipment. The rods and
plungers of hydraulic power supports are subjected to
chrome plating during manufacturing process. During
operation process they are subjected to corrosion and
abrasive wear. Together with the Department of Corrosion
of the G.V. Karpenko Physical-Mechanical
Institute of the NAS of Ukraine (Lvov) the investigations
on influence of the chemical composition of
the deposited metal on the development of the corrosion
process were carried out [19, 20]. The cause of
the corrosion is the formation of chromium carbides
Cr23C6 along the grain boundaries of metal in the HAZ.
The additional alloying of deposited metal provided
producing metal with the structure of martensite-aging
steel, where during welding and heat treatment
the intermetallics are formed resulting in the further
hardening of metal and a significant reduction in the
probability of formation of chromium carbides Cr23C6 along the grain boundaries (Figure 6).
Figure 6. Microstructure (×1000) of metal of hardening layer deposited
using flux-cored wire WELTEC-N425
Figure 6. Microstructure (×1000) of metal of hardening layer deposited
using flux-cored wire WELTEC-N425
According to the results of investigations the alloying
system Fe-C-Mn-Si-Cr-Ni-Mo-V was
optimized using flux-cored wires WELTEC-H425,
WELTEC-H425-1 and WELTEC-H425-2 differing by
corrosion resistance of deposited metal in the underground
waters of different aggressiveness.
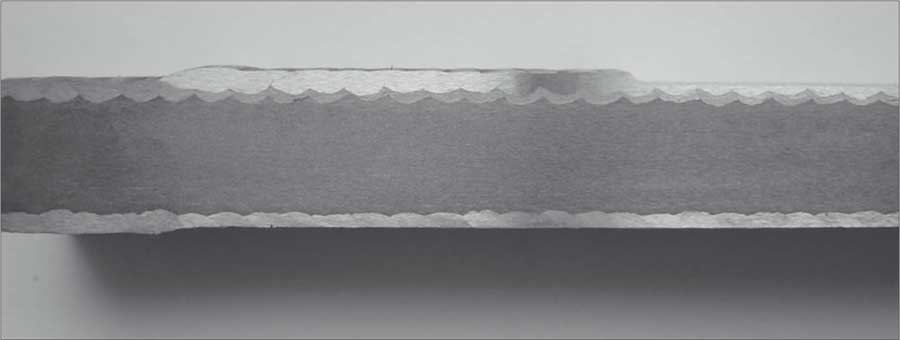
Together with the specialists of the plant «NPP
Spetsuglemash» (Gorlovka) the technology of
two-layer surfacing was developed using wire
WELTEC-H425 of 2.0 mm diameter under flux AN-26p
(Figure 7). The thickness of the deposited layer is
3.0-3.5 mm considering the allowance for machining
of 1.5 mm. In the period of 2005-2010 together with
the specialists of «Spetsuglemash» performed the
works on surfacing of rods and plungers of the stands
of domestic and foreign production like M88, MT,
1KD80, 3KD90, 3KD90T, 1M103, DM «Glinnik»,
«Fazos», the assemblies of sections of the power support
MVPO as well as the works on manufacture of
new power supports KGUM, 1M103, KTS, sections
OPK, supports SPG4000, SSh2.00.000 were successfully
carried out. Depending on the volume of orders
the consumption of surfacing flux-cored wire was in
the ranges of 7-12 t per month.
Figure 7. Macrosection of plunger fragment after surfacing
Figure 7. Macrosection of plunger fragment after surfacing
In the shop conditions the repair surfacing of parts
of critical equipment was successfully applied using
flux-cored wire. Due to increase in wear resistance of
working surfaces the increase in service life of equipment
and the cost savings on repair and maintenance
were achieved.



 of metal deposited using flux-cored wire: a — PP-Np-35V9Kh3SF; b — WELTEC-N505")
 of metal deposited using fluxcored wire WELTEC-N480NT")
 of metal deposited using fluxcored
wire WELTEC-N470 with volume fraction of δ-ferrite of
5.2 % and hardness after surfacing HRC 42–46")
 of metal layers from the base
metal surface (from top to bottom) deposited using flux-cored
wire WELTEC-N285.01")
 of working layer metal of the roller deposited using flux-cored wire WELTEC-N545")
 of metal of hardening layer deposited
using flux-cored wire WELTEC-N425")