11 Fachtagung «Verschleissschutz von Bauteilen Durch Auftragschweissen», 15 und 16 Juni 2016, Halle (Saale)
Walzen von Richtmaschinen nach dem Auftragschweißen und der mechanischen Bearbeitung
Walzen von Richtmaschinen nach dem Auftragschweißen und der mechanischen Bearbeitung
Einleitung
Die Erhöhung der Lebensdauer von technischen Ausrüstungen durch Aufbringen verschleißmindernder Schichten auf Arbeitsflächen von Bauteilen, die verschiedenen Verschleißbeanspruchungen und Belastungen ausgesetzt sind, gewinnt immer mehr an Bedeutung. Bei metallurgischen Ausrüstungen sowie kritischen Bauteilen und Werkzeugen (Stranggusswalzen, Rollen- und Richtwalzen usw.), die Schlagbelastungen sowie komplexen thermischen Belastungen, Abrieb und hohem Druck ausgesetzt sind, wird bei Reparatur und Neuherstellung das Lichtbogenschweißen eingesetzt. Unter den bestehenden und geeigneten Verfahren bevorzugt man das Auftragschweißen mit Fülldrahtelektroden. Folgende Faktoren sind Grund für eine Fülldrahtanwendung:
Hoch produktiver wirtschaftlicher Prozess zum Schweißen und Auftragschweißen,
hochwertige Qualität des Schweißgutes,
einfache Anpassung an vollmechanisierte und automatisierte Prozesse.
Eine Analyse der Betriebsbedingungen von Anlagenteilen ermöglicht es, den vorherrschenden Verschleiß zu analysieren. Daraus können dann die Anforderungen an die Eigenschaften der Auftragsschweißschicht und die Parameter für die Schweißtechnik definiert werden.
Auftragschweißen von Walzen für Richtmaschinen
Walzen von Richtmaschinen sind traditionell aus niedriglegiertem Stahl der Marke 9Cr1, die durch Oberflächenwärmebehandlung vergütet werden. Doch die harten Arbeitsbedingungen dieser Walzen vor allem, wenn Flach- und Langprodukte aus legiertem Stahl, deren Oberflächen teilweise auch mit Schlacken bedeckt sind, weiterverarbeitet werden, können zu einem vorzeitigen Ausfall durch Verschleiß führen. Die geringe Verschleißbeständigkeit dieser Walzen aus Stahl 9Cr1 mit einer ausreichend hohen Härte (61-63 HRC) nach einer Wärmebehandlung ergibt sich dadurch, dass in der Mikrostruktur der gehärteten Walzen der Anteil an harten Phasen (Karbide, Karbonitride) für einen hohen Verschleißschutz nicht ausreicht.
Ausschnitte aus dem Produktionsprozess „Auftragschweißen von Walzen
Ausschnitte aus dem Produktionsprozess „Auftragschweißen von Walzen
Außerdem ist die Dicke der gehärteten Schicht im Bereich von 1,5 mm bis 5 mm zu gering. Darüber hinaus werden Walzen aus diesem Stahl im Allgemeinen nicht repariert, Der Stahl 9Cr1 ist schwer schweißbar.
Mikrostruktur einer Schicht, aufgeschweißt mit einem Fülldraht der PP-Np 35W9Cr3SiV (х500)
Mikrostruktur einer Schicht, aufgeschweißt mit einem Fülldraht der PP-Np 35W9Cr3SiV (х500)
Mikrostruktur einer Schicht, aufgeschweißt mit einem Fülldraht der PP-Np 35W9Cr3SiV (х1000)
Mikrostruktur einer Schicht, aufgeschweißt mit einem Fülldraht der PP-Np 35W9Cr3SiV (х1000)
Zur Lösung dieses Problems wurde eine Variante ausgewählt, bei der eine bis zu 20mm dicke Schicht mit einem hohen Anteil an Legierungselementen auf die Oberfläche der Walzen aufgetragen wird.
Zu den wirksamsten technologischen Lösungen zur Reparatur von Walzen gehört das großflächige Auftragschweißen mit Zusatzwerkstoffen, die einen mittleren Kohlenstoff- und hohen Chromanteil besitzen. Dabei wird ein wärmebehandelter Stahl der Marke 40Cr verwendet.
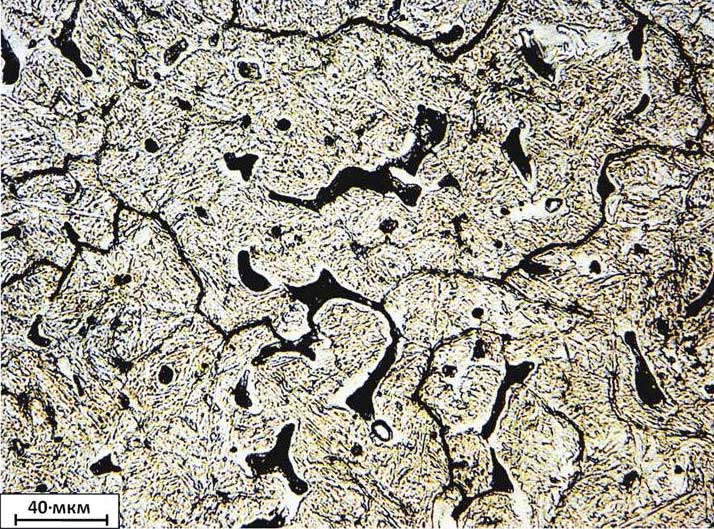
Im Hinblick auf die Lösung dieses Problems wurden von der Firma OOO "TM.WELTEC“ Fülldrähte auf der Basis der Legierungssysteme C-W-Mo-Cr-V (WT550.01-F) und C-Mo-Cr-V-Ni (WT545-F) entwickelt. Die hohe Härte von 57-60 HRC der aufgeschweißten Arbeitsfläche der Walze ist auf die Bildung einer martensitischen Mikrostruktur mit eingelagerten und ausgehärteten dispergierten Karbiden zurückzuführen (Bild 1). Die Optimierung der Schweißparameter und damit des Wärmeeintrages führte zu einer feineren Mikrostruktur des Primärkorns.
Der Schweißprozess wurde mit Gleichstrom (+Pol) unter Schweißpulver ukrainischer Produktion vom Typ AN26P durchgeführt.
Folgende Schweißparameter wurden verwendet:
Drahtdurchmesser: 2,0 mm
Schweißpulver: Schmelzschweißpulver AH26P
Gleichstrom: +Pol
Stromstärke: Is=260-280 A
Spannung: Us=30 V
Schweißgeschwindigkeit: 28-30 m/h.
Mit dieser Technologie aufgeschweißte Walzen mit folgenden Durchmessern 190, 230, 250 und 360 mm aus Stahl der Marke 9Cr1 hatten in einem Stahlwerk in der Stadt Vyksa (Ru) eine 3-4 Mal höhere Lebensdauer im Vergleich zu neuen Stahlrollen aus 9Cr1, oberflächengehärtet nach der alten Technologie, erreicht.
Außerdem konnten die Herstellkosten nach der neuen Technologie auf weniger als die Hälfte reduziert werden. Dieses Ergebnis und die wirtschaftliche Machbarkeit wurde bei der Erprobung einer Walze mit 360mm Durchmesser aus Stahl 40Cr, der ebenfalls mit einer 20mm dicken Schicht nach der neuen Technologie beschichtet wurde, bestätigt.
Bild 1: Mikrostruktur der aufgeschweißten Arbeitsschicht auf einer Walze A, B: C-Mo-Cr-V-Ni (WT545-F) C: C-W-Mo-Cr-V (WT550.01-F)
Technologien und Werkstoffe für die Reparatur von kleinen und mittleren Walzen
A (1000-fach)
Arbeits- und Stützwalzen von Profil- und Blechwalzwerken sind am kostenintensivsten in metallurgischen Unternehmen und müssen relativ oft ausgewechselt werden. Im Schwermaschinenbau in der ukrainischen Industrie werden solche Walzen aus hochkohlenstoffhaltigen niedriglegierten Stählen der Marke 9Cr2MoV oder Spezialgusseisen eingesetzt. Ausländische Unternehmen stellen heute Walzen aus hochlegierten Stählen oder Gusseisen mit speziellen Technologien her, die höhere Standzeiten gewährleisten und letztendlich auch den Verbrauchern erhebliche Einsparungen bei der Anwendung dieser teuren technologischen Werkzeuge ermöglichen.
Die Firma Weltec realisierte Reparaturen von kleinen Blech- und Kalibrierwalzen durch Auftragschweißen mit einer Legierung des Legierungssystems C-Mo-Cr-V-Ni (WT545-F).
Es wurde eine Reparaturtechnologie für Stützwalzen mit einem Durchmesser von 350mm und für Arbeitswalzen mit einem Durchmesser von 120 mm aus Stahl der Marke 9Cr2MoV für ein Werk in Kaluga "Kaluga ZOTSM" (Ru) entwickelt. Als Bandagen wurden geschmiedete Hohlkörper mit einer Wandstärke von 25-30 mm aus mittellegiertem Stahl verwendet. Nach dem Anlassen wurden die Bandagen heiß aufgepresst. Danach wurde die Oberfläche geschliffen und die fertige Walze spannungsarm geglüht. Die Testergebnisse zeigten eine relativ hohe Standzeit der bandagierten Walzen. Die technische und wirtschaftliche Durchführbarkeit einer solchen Reparaturtechnologie konnte damit bestätigt werden.
B (100-Fach)
A (1000-Fach)
C (500-Fach)
Die von der Fa. Weltec ebenfalls erarbeitete Technologie für Reparaturarbeiten an Walzen der Stahlmarke 40CrNi2Mo, Durchmesser 195 mm, mit einem mittelkohlenstoff- und hochchromhaltigem Auftragschweißwerkstoff für die Firma "Elektrostal” zeigte ebenfalls die technische und wirtschaftliche Machbarkeit.
Auftragschweißen von Walzen für Rohrwalzwerke
Traditionell werden für das Auftragschweißen der Walzen des ersten und zweiten Gerüstes eines Rohrwalzwerkes der Maschinengeneration TPA "30-102" im Rohrwerk CJSC "Niko Tube in der Stadt Nikopol" (Ukraine) Fülldrähte der Marke Wet-FCW-Sw-35W9Cr3SiV verwendet. Die Standzeit der am stärksten belasteten Walzengerüste entspricht jedoch nicht den modernen Anforderungen. Nach dem Walzen von 1.000 - 1.200 Tonnen Rohren beträgt der Walzenverschleiß bereits 3 bis 5 mm. Auf der Oberfläche der Kalibrierwalzen bilden sich Längs- und Querrisse, die zu einer Verschlechterung der Qualität der Rohre führen. Das Vorhandensein tiefer Risse auf der Oberfläche der Kaliber führt zu eingewalzten Defekten auf der Oberfläche der gewalzten Rohre. Diese sind während des Walzprozesses nur sehr schwer visuell zu erkennen. Die Oberflächendefekte werden erst in der Endphase der Rohrherstellung am fertigen Rohr durch zerstörungsfreie Prüfung nachgewiesen.
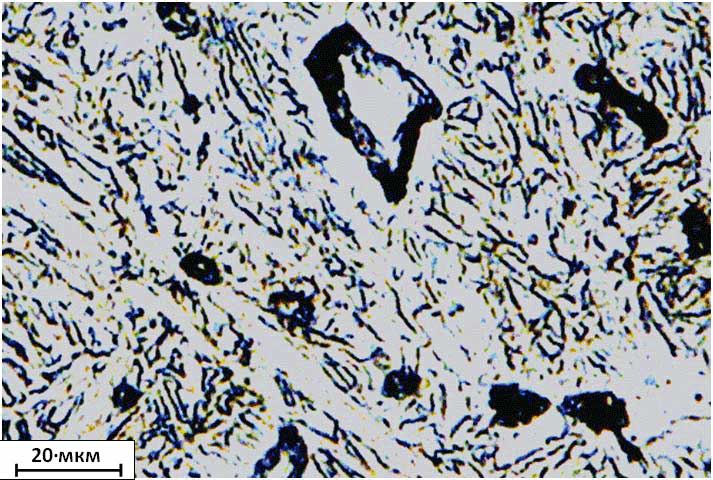
Eine höhere Verschleißfestigkeit konnte durch Anwendung des Fülldrahtauftragschweißens mit einer C-Si-Mn-Cr-V-Mo-W-Legierung (WELTEC-H480NT) erreicht werden. Die Mikrostruktur der aufgeschweißten Schicht besteht hauptsächlich aus kleinnadligem Martensit sowie aus Restaustenit und eutektischen Karbiden an den Korngrenzen (Bild 2). Die dispersen Karbide sind gleichmäßig innerhalb der Mikrostruktur verteilt. Die Härte der Schicht beträgt 50-56HRC.
Bild 2: Mikrostruktur einer C-Si-Mn-Cr-V-Mo-W-Legierung (VELTEK-N480NT) (1000-fach)
Verschleißtests wurden auf den am stärksten belasteten, dem ersten und zweiten Walzengerüst der Anlage vom Typ TPA "30-102”, durchgeführt. Die Walzen des ersten Walzengerüstes wurden nach dem Walzen von 5000t Rohren ausgewechselt. Der Verschleiß des Kalibers betrug 0,3-0,5 mm. Der Zustand Walzenoberfläche war zufriedenstellend, die Oberfläche ist glatt und ohne Risse. Die Walzen des 2. Gerüstes mussten erst nach 8790t ausgewechselt werden. Der Verschleiß im Grund betrug in diesem Fall 1,5 - 2,0 mm. Die Standzeit erhöhte sich von 1200t Rohren auf bis 8.000t für das 2. Walzengerüst.
Auftragschweißen von Nachlaufwalzen
Die Fülldrähte WELTEC-H470, WELTEC-H470 und WELTEC-H470S sind für das Unterpulverschweißen, für das Schweißen mit Mischgas (82%Ar + 18%CO2) sowie als selbstschützende Variante ohne Schutzgas zum Auftragschweißen von Oberflächenlaufrollen entwickelt worden. Die aufgeschweißten Schichten haben eine hohe Beständigkeit gegen hohe Temperaturen und Temperaturwechsel bei gleichzeitiger korrosiver Beanspruchung. Die verwendeten Fülldrähte sind auf der Basis der folgenden Legierungssysteme:
Cr-Mn-Ni-Mo-N,
Cr-Mn-Ni-Mo-V-Nb.
Eine Verbesserung der Verschleißbeständigkeit konnte erzielt werden, wenn der Kohlenstoffgehalt auf kleiner 0,1% gesenkt und durch Stickstoff ersetzt wurde. Das bewirkt eine Verzögerung des Kornwachstums. Die Bildung von Chromkarbiden an den Korngrenzen reduziert sich. Die gebildeten Nitride sind gleichmäßig in der Metallmatrix verteilt. Während des Betriebes der Walzen kommt es aufgrund der thermischen Wechselwirkung zu einer Sekundärhärtung in der Schicht. Das Schweißgut besteht aus kohlenstoffarmen Martensit, der teilweise mit ausgeschiedenen Karbiden verfestigt wird (Bild 3). Der Gehalt an Delta-Ferrit beträgt nicht mehr als 5%. Es zeigte sich, dass durch Auftragschweißen mit Fülldraht bei Neuherstellung und Reparatur dieser Walzen die geforderte Erhöhung der Standzeit erreicht wurde.
Bild3: Mikrostruktur der mit Weltec-N470 aufgeschweißten Schicht (Volumenanteil δ-Ferrit 5,2%, Härte nach dem Auftragschweißen 42-46HRC), (1000-fach)
Auftragschweißen von Kranlaufrädern
Unternehmen aller Branchen bedienen eine große Flotte von Kränen. Im Service sind oft erhebliche Ressourcen für die Reparatur von Kranlaufrädern einzuplanen. Basierend auf der Ursachenanalyse zur Abnutzung der Arbeitsfläche der Kranlaufräder, aufgeschweißt mit konventionellen Schweißzusatzwerkstoffen, wurden Anforderungen an die Struktur des Schweißgutes definiert, die eine Erhöhung der Verschleißfestigkeit gewährleisten. Für diese Anwendung wurde ein Fülldraht auf Basis des Legierungssystems Fe-C-Cr-Mn-V entwickelt. Das Schweißgut, hergestellt mit optimierten Prozessparametern für den Schweißprozess und die anschließende Wärmebehandlung, besitzt eine metastabile austenitische Struktur. Die Standzeit der Kranlaufräder erhöhte sich auf das 3-5-fache. Damit werden für die Unternehmen die Betriebskosten für die Instandhaltung der Kräne erheblich reduziert. Die
Oberflächenschicht Schmelzlinie (550-fach)
Bild 4: Mikrostruktur einer mit Fülldraht der Marke WELTEC-N285C aufgeschweißten Schicht
metastabile austenitische Struktur hat im Vergleich zu anderen Strukturen ein wesentlich höheres Energieaufnahmevermögen, da ein Teil der auf die Oberfläche des Kranlaufrades einwirkenden äußeren Energie für eine Martensit Transformation genutzt wird. Die dafür verbrauchte Energie wirkt dadurch nicht primär verschleißmindernd. Die dynamische Martensit Transformation kann man als eine Art der Selbsthärtung verstehen. Dieser verfestigende Effekt führt zu einer Anpassung des Verschleißverhaltens der Schicht an die äußere Belastung. Es wurden metallografische Untersuchungen und Härtemessungen durchgeführt. Die Bestimmung der Phasenzusammensetzung der Auftragsschweißschicht erfolgte durch Röntgenanalyse mit einem Diffraktometer vom Typ DRON-4. Für die Messung der Verschleißfestigkeit bei Trockenreibung kamen ein Gerät der Marke „Mi-1-M“ und für die Messung des Mineralverschleißes ein Meßstand nach der Methode Brinell – Haworth zum Einsatz. Das Schweißgut besitzt eine austenitische Struktur mit dispergierten Karbiden, die innerhalb der Körner angeordnet sind. Einige von ihnen sind versetzt, was eine Folge der Verformung ist, wenn Deformationen aufgrund innerer Spannungen auftreten. Mikrorisse im Schweißgut fehlen (Bild 4). Die Vermischung mit dem Grundwerkstoff ist gut. Es wurden keine Bindefehler festgestellt. Härtemessungen über den Querschnitt zeigen, dass nahe der Oberfläche der aufgeschweißten Schicht die Härte 217-220 HB beträgt, dagegen steigt in der Nähe der Übergangszone die Härte auf 280-300 HB. Ein Grund dafür ist die Kohlenstoffdiffusion aus dem Grundwerkstoff in das Schweißgut, der im Schweißgut viel geringer ist. Die Anfangshärte der Platte aus Stahl der Marke 65Si, auf der das Auftragschweißen durchgeführt wurde, betrug 240 HB.
Die Erhöhung der Verschleißbeständigkeit der Kranlaufräder wird durch Bildung von Austenit mit geringerer Stabilität sowie Spannungsarmglühen erreicht.
Für den entwickelten Zusatzwerkstoff gibt es eine breite Palette von Anwendungen. Dazu gehören Radkränze von Schienenfahrzeugen, die in verschiedenen Bereichen, zum Beispiel bei Werkbahnen in Steinbrüchen, in der metallurgische Industrie usw., eingesetzt werden. Des Weiteren können diese zur Reparatur verschiedener Verschleißteile, die in leicht aggressiven Medien arbeiten, z.B. Kolben hydraulischer Pressen, Ventile, Absperrhähne und viele andere Teile, genutzt werden, die zurzeit mit niedrig Kohlenstoff haltigen Werkstoffen beschichtet werden.
Schlussfolgerung
Unter Betriebsbedingungen wird das Lichtbogenschweißen mit Fülldrahtelektroden für kritische Anwendungen erfolgreich angewendet. Durch die Erhöhung der Verschleißbeständigkeit von Arbeitsoberflächen erreicht man eine Erhöhung der Einsatzdauer von Anlagen und Geräten. Das führt zu erheblichen Einsparungen bei der Wartung und Instandsetzung von Maschinen und Anlagen.




 Walzen von Richtmaschinen sind traditionell aus niedriglegiertem Stahl der Marke 9Cr1, die durch Oberflächenwärmebehandlung vergütet werden. Doch die harten Arbeitsbedingungen dieser Walzen vor allem, wenn Flach- und Langprodukte aus legiertem Stahl, deren Oberflächen teilweise auch mit Schlacken bedeckt sind, weiterverarbeitet werden, können zu einem vorzeitigen Ausfall durch Verschleiß führen. Die geringe Verschleißbeständigkeit dieser Walzen aus Stahl 9Cr1 mit einer ausreichend hohen Härte (61-63 HRC) nach einer Wärmebehandlung ergibt sich dadurch, dass in der Mikrostruktur der gehärteten Walzen der Anteil an harten Phasen (Karbide, Karbonitride) für einen hohen Verschleißschutz nicht ausreicht.
Walzen von Richtmaschinen sind traditionell aus niedriglegiertem Stahl der Marke 9Cr1, die durch Oberflächenwärmebehandlung vergütet werden. Doch die harten Arbeitsbedingungen dieser Walzen vor allem, wenn Flach- und Langprodukte aus legiertem Stahl, deren Oberflächen teilweise auch mit Schlacken bedeckt sind, weiterverarbeitet werden, können zu einem vorzeitigen Ausfall durch Verschleiß führen. Die geringe Verschleißbeständigkeit dieser Walzen aus Stahl 9Cr1 mit einer ausreichend hohen Härte (61-63 HRC) nach einer Wärmebehandlung ergibt sich dadurch, dass in der Mikrostruktur der gehärteten Walzen der Anteil an harten Phasen (Karbide, Karbonitride) für einen hohen Verschleißschutz nicht ausreicht.

")
")