Усовершенствованная установка ИЗРМ-5 –
большие возможности для наплавки мало- и
среднегабаритных деталей
Титаренко В.И., Лантух В.Н. ООО «НПП РЕММАШ», Днепр,
Парамонов В.А., Петренко А.В. ПАО «Кривбассжелезрудком»,
Кривой Рог, Украина
ИНЖЕНЕРИЯ ПОВЕРХНОСТИ И РЕНОВАЦИЯ ИЗДЕЛИЙ
Материалы 18-й Международной
научно-технической конференции
(04–08 июня 2018 г., г. Свалява, Закарпатская обл.)
В 2007 году ООО «НПП РЕММАШ» разработал и выпустил
первые установки для наплавки малогабаритных деталей РМ-165 и
ИЗРМ-5. Установки этой серии, о которых мы можем получать информацию, работают и в настоящее время. То есть это говорит о
том, что они являются востребованными и имеют достаточно продолжительный служебный ресурс. И, тем не менее, в 2017 году, когда ООО «НПП РЕММАШ» получил заказ на изготовление установки ИЗРМ-5 от ПАО «Кривбассжелезрудком», мы, исходя из номенклатуры деталей, под наплавку которых заказывалась установка,
а также возможности использовать более современные комплектующие и наши новые наработки для других установок, решили
значительно обновить конструкцию и возможности установки
ИЗРМ-5. В первую очередь отталкиваясь от номенклатуры деталей
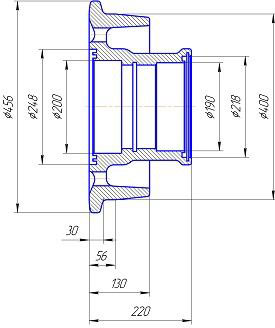
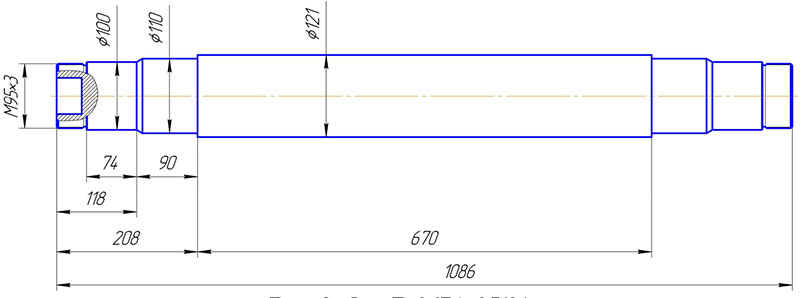
колесо (рис. 1) и ось (рис. 2) шахтной тележки, мы совместно со
специалистами ПАО «Кривбассжелезрудком» разработали техническое задание, в котором
Рис. 1. Колесо В-067А-05/10)
Рис. 1. Колесо В-067А-05/10)
постарались заложить в виде
требований к установке большой диапазон ее технических
и технологических возможностей и характеристик. И хотя
заказчика интересовала установка только для электродуговой наплавки открытой дугой
самозащитной порошковой
проволокой, даже в этот базовый вариант была заложена
возможность использования
ее (при комплектации специальным мундштуком) для наплавки в защитных газах. А
дополнительная комплектация
ИЗРМ-5 бункером для флюса и ее оснасткой для подачи флюса к наконечнику мундштука для защиты флюсом дуги, использование установки для наплавки под флюсом.
Рис. 2. Ось В-067А-05/01
Кроме этого в конструкции установки заложены возможности
автоматического перевода на шаг как ступенчато через каждый
полный оборот, так и по спирали, что позволяет выбрать оптимальный вариант передвижения мундштука в зависимости от типа и
протяженности наплавляемой поверхности. Особенно эффективно
показала себя установка при наплавке в автоматическом режиме с
автоматическим переводом на шаг как горизонтально, так и вертикально при наплавке гребней колес, что позволило получить ровную наклонную поверхность и свести к минимуму как расход наплавочных материалов, так и трудоемкость последующей механической обработки.
Важным элементом, который соединяет наплавочную установку
с наплавляемой деталью и которой ООО «НПП РЕММАШ» уделяет
большое внимание, является технологическая оснастка. Так для колеса разработана оснастка позволяющая закреплять колесо на
планшайбе вращателя, при этом наплавлять как поверхность катания так одну из внутренних посадочных поверхностей. Правда для
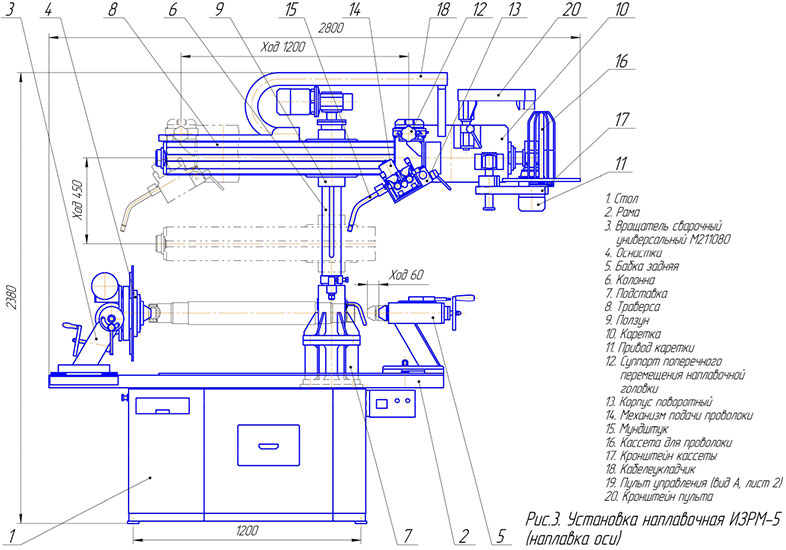
Рис. 3. Установка наплавочня ИЗРМ-5 (наплавка оси)
наплавки внутренней поверхности с другой стороны колеса требуется его переустановка.
Для наплавки осей используются специальные конические грибки,
один из которых крепится на план-шайбе, другой на задней бабке.
Для получения колес детального представления о конструкции
установки приводим ее описание.
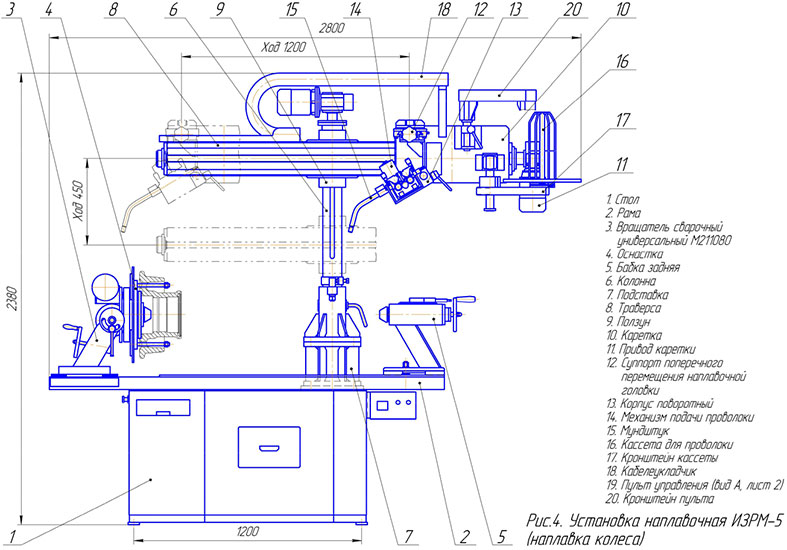
Наплавочная установка ИЗРМ-5 (рис. 3 и 4) смонтирована на сварочном столе (поз. 1). Для крепления на столе частей установки предназначенных для закрепления и вращения наплавляемых деталей на
поверхности стола смонтирована рама (поз. 2), на которой с левой ее
стороны закреплен сварочный вращатель М211080 (поз. 3), а с правой
стороны задняя бабка (поз. 5). Сварочный вращатель предназначен
для закрепления и вращения со сварочной скоростью наплавляемых
деталей. Наплавляемые детали могут закрепляться либо только на
планшайбе вращателя (при наплавке колес), либо в центрах, один из
которых устанавливается на планшайбе вращателя, другой на задней
бабке (при наплавке осей). Поэтому на этапе подготовки установки к
наплавке определенного типа деталей на планшайбе монтируют определенный тип технологической оснастки предназначенной для закрепления и наплавки определенного типа деталей и необходимой
поверхности. Конструкция установки с соответствующей ее подготовкой и оснасткой предусматривает возможность:
Рис. 4. Установка наплавочня ИЗРМ-5 (наплавка колеса)
а) наплавки поверхности катания и гребня колеса (черт. №В067А-05/10);
б) наплавки посадочных мест под подшипник на колесе (черт. №067А-05/10) на глубину от торца до 75 мм;
в) наплавки поверхности осей (черт. №067А-05/01) (в центрах);
г) наплавки других типов деталей с размерами и массой в пределах технической характеристики установки (закрепление которых возможно в токарном патроне, устанавливаемом на планшайбе вращателя.
Задняя бабка (поз. 5), установленная на столе и закрепленная за
раму стола болтами, может передвигаться вдоль условной продольной оси наплавляемой детали, для чего необходимо отпустить болтовое соединение, передвинуть по наплавляющим заднюю бабку на
необходимое место с учетом длины закрепляемой для наплавки детали и ходом пиноли (60,0 мм). Задняя бабка, кроме устройства передвижения пиноли, имеет устройство регулировки степени сжатия
компенсирующей пружины, предназначенной для компенсации удлинения детали, особенно длинномерных при их нагреве.
На столе также установлена и закреплена подставка (поз. 7)
предназначенная для крепления, поворотной стационарной колонны
(поз. 6). Колонна состоит из неповоротной части, которая устанавливается и крепиться на подставке и на которой находится фиксатор
фиксирующий колонну, повернутую в необходимое положение.
Поворотная часть колонны может устанавливаться во множестве
положений, из которых два обязательных: первое положение рабочее, когда траверса, закрепленная на колонне, устанавливается параллельно горизонтальной оси проведенной между центром вращателя и задней стойки, второе – когда колонна из рабочего положения поворачивается на 90° по часовой стрелке, применяют во время
установки и закрепления детали на планшайбе вращателя. Другие
положения колонны выбираются во время установки различных типоразмеров наплавляемых деталей исходя из их формы и размеров.
Установленная в необходимое положение поворотная часть колонны закрепляется фиксатором, который перед ее поворотом выдвигается. На подвижной части поворотной колонны на ее ползуне
(поз. 9) смонтирована горизонтальная траверса (поз. 8), которая с
помощью механизма вертикального передвижения ползуна и моторредуктора, установленного на колонне поднимается и опускается в
маршевом настроечном и рабочем режимах со скоростью 2,335
мм/сек. На траверсе по ее длине смонтированы две направляющие,
между которыми установлен винт, приводимый во вращение мотор
редуктором, установленным на конце траверсы (поз. 11), являясь
одной составной частью механизма продольного перемещения наплавочной головки. Вторая часть этого механизма, состоит из
скользящих по направляющим траверсы элементов, смонтированных на наплавочной каретке (поз. 10) и передвигающихся по направляющим траверсы с помощью закрепленной на ней гайки по
вращающемуся на траверсе винту.
На подвижной наплавочной каретке (поз. 10) смонтирован суппорт поперечного перемещения наплавочной головки (поз. 12)
предназначенный для выставления необходимой величины смещения электрода с зенита при наплавке. К суппорту поперечного перемещения прикреплен поворотный корпус (поз. 13), на котором
установлен механизм подачи проволоки КП007 (поз. 14). Благодаря
этому, путем поворота корпуса вокруг оси можно установить необходимый угол наклона подающего механизма и закрепленного на
нем мундштука (поз 15) по отношению к наплавляемому изделию.
Для этого необходимо прижимную ручку поворотного корпуса отпустить, установить необходимый угол наклона мундштука и ручкой снова зажать. Регулировка поперечного смещения мундштука с
зенита производиться путем вращения выступающей ручки маховика и визуальным контролем за величиной смещения.
Механизм подачи проволоки (поз. 14) состоит из четырехроликовой приставки со сменными нижними подающими роликами соответствующими типу и диаметру наплавочной проволоки, верхними прижимными и червячного редуктора с электродвигателем 100
Вт. Наплавочный мундштук (поз. 15) представляет собой сборную
конструкцию, внутри которой находится спираль, которую на входе
фиксирует втулка. Заканчивается мундштук съемным наконечником
с диаметром внутреннего отверстия соответствующего применяемой наплавочной проволоки.
На наплавочной каретке с помощью кронштейна (поз. 17) крепится кассета для проволоки (поз. 16). Эта кассета предназначена
для укладки проволоки поставляемой в бухтах. При использовании
проволоки уложенной в кассеты К-200÷К-300, кассета для проволоки в бухтах снимается и на каретке закрепляется тормозное устройство, входящее в комплект установки для закрепления проволоки в
кассетах К-200–К-300.
Электрический шкаф управления находится в закрытой нише с
тыльной стороны стола.
Кабеля управления и сварочный кабель уложены в кабелеукладчик (поз.18). Пульт управления (поз.19) условно не показан, он крепится с помощью кронштейна пульта (поз.20) на каретке и передвигается вместе с ней.
Рабочая поверхность стола под местом установки наплавляемых
деталей имеет наклонные направляющие, по которым шлак падающий и оббиваемый при наплавке должен ссыпаться в бункер для
сбора шлака, откуда он периодически убирается путем выдвигания
ящика находящегося на передней центральной части стола.
Отдельно от установки смонтированной на столе устанавливается в непосредственной близости (не далее 2–3 м) универсальный
сварочный выпрямитель КИУ-501.



")

")
")