Modern flux-cored wires for arc welding
of metal structures from low-alloyed steels,
developed at the E.O. Paton Electric Welding Institute
and OJSC “TM.WELTEC”
V.V. Holovko1, O.S. Kotelchuk1, A.A. Golyakevych2, L.M. Orlov2
1E.O. Paton Electric Welding Institute of the NASU
11 Kazymyr Malevych Str., 03150, Kyiv, Ukraine
2OJSC “TM.WELTEC”, 15 Kazymyr Malevych Str., Kyiv, Ukraine
Publised in Paton Welding Journal, 2023, №08
Flux-cored wire arc welding is becoming more and
more popular due to its efficiency and ease of use.
PWI specialists, who initiated development of such
an electrode material as flux-cored wire and its application
technology, have more than sixty years of
experience, both in the field of fundamental investigations
on metallurgy of flux-cored wire welding,
and of problems of its manufacture and use [1–4].
The accumulated experience shows that at selection
of a specific technology of flux-cored wire welding
all its advantages and disadvantages should be taken
into account. Taking a correct well-balanced decision
requires deep knowledge and extensive practical experience
for evaluation of both the positive aspects of
a particular technology or certain wire grade, and also
the possible negative consequences. Choice made on
the basis of previous experience, guarantees that the
flux-cored wire welding technology will be the best
variant in a specific situation.
The growth in the popularity of this technology of
flux-cored wire arc welding was based on a number
of essential advantages, inherent to the welding technology
proper. Scientifically substantiated selection
of the core composition opens up wide possibilities
for controlling the kinetics of metallurgical processes
in the welding arc. That is why the flux-cored wires
can be used for welding practically any type of metal,
making this technology more versatile, compared to
other methods.
Flux-cored wires, which are released to the market
by certified manufacturers, owing to their high
efficiency and productivity allow reducing the labour
costs for auxiliary operations, providing an economic
substantiation for their application. The flux-cored
wires themselves are a high-tech welding consumable,
and their quality is guaranteed by a complex of
special technological operations of their manufacture
and quality control. High-quality flux-cored wires can
only be produced by competent specialized companies.
In Ukraine OJSC “TM.WELTEC” is the leading
manufacturer of flux-cored wires for welding and surfacing.
PWI experience on development and use of
flux-cored wires, gained over many years, is finding
practical implementation in cooperation with such a
manufacturer of welding consumables as OJSC “TM.
WELTEC”. Flux-cored wire production is located in
a specially designed for this purpose shop of more
than 3 thou m2 area in the city of Dnipro. This is one
of the most technologically sophisticated enterprises
on welding consumables manufacture in the country.
In addition to several automated lines for wire manufacture,
the production facility includes a laboratory,
where engineers and technical specialists continuously
monitor compliance with the technological parameters
of equipment operation, and product quality
indices. Research and development is continuously
carried on, which is aimed at improvement of the
technological operations of manufacture, and creation
of new grades of flux-cored wires, in keeping with the
user inquiries and needs.
OJSC “TM.WELTEC” and PWI specialists are
constantly working to improve the currently available
and develop new compositions of flux-cored wires, in
order to guarantee the high quality of welded joints by
increasing the stability indices of the arc process, as
well as improving the technological and sanitary-hygienic
characteristics of the wires.
Assessment of the danger of the generated welding
fumes is conducted in the entire range of welding
modes, as the toxic impact of the fumes depends
not only on the particle composition and dispersity,
but also on the degree of their agglomeration during
emission and a number of other factors. The volumes
of welding fumes emission are influenced both by the
type of the flux-cored wire, and the composition of
the shielding gas atmosphere, as well as the welding
mode parameters.
In welding in an argon-based gas mixture the level
of gross emissions of the fumes and of their toxic component
is significantly lower. Use of flux-cored wires of metal-core type allows lowering the total level of
gross fume emissions to the level characteristic for
solid wire application. The total level of gross emissions
is higher in the case of application of flux-cored
wires with slag-forming core, than at application of
solid wires or wires filled with metal powder filler.
When using such wires, it is necessary to particularly
strictly follow the respective recommendations on
safety as regards cleanliness of the air in the working
area of welding. However, presence of the slag melt
leads to lowering of the overall level of burnout of
deoxidizing and alloying elements, which eventually
allows lowering the level of fume toxicity [5].
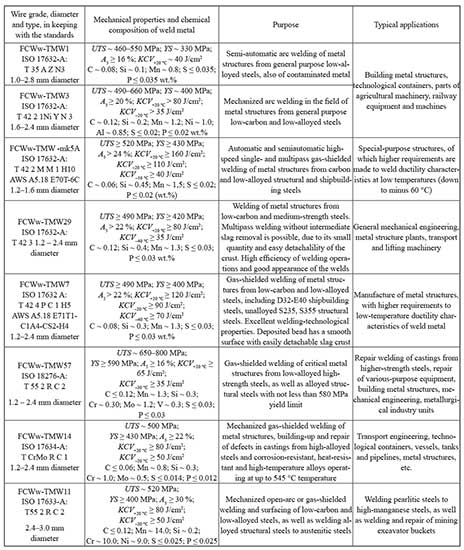
Table 1. Some characteristics of commercial
flux-cored wires, proposed by OJSC “TM.WELTEC”
for electric arc welding of low-alloyed steels
Table 1. Some characteristics of commercial
flux-cored wires, proposed by OJSC “TM.WELTEC”
for electric arc welding of low-alloyed steels (Посмотреть в полном разрешении)
Presence of special stabilizers in the core composition
allows significantly increasing the welding process
efficiency, and lowering the level of molten metal spatter [6]. The slag phase, forming at core melting,
allows not only protecting the molten metal from undesirable
interaction with the environment, but also
realizing the necessary metallurgical reactions to improve
the performance of the metal of the weld and
the welded joint as a whole.
The main difference of the process of flux-cored
wire welding in the spray transfer mode from solid
wire welding consists in that the electrode metal
transfer takes place on the wire edges (over the sheath
cross-section), and not in the central zone, focused
on the center of the arc burning. Presence in the fluxcored
wire core of slag-forming materials and metal
powders, as well as chemical compounds with a low
ionization potential, influences the surface tension of
molten metal of the weld pool, which allows regulation
of the weld surface shape. For gas-shielded arc
welding flux-cored wires with the following types
of powder core are mainly used. Mineral-powder
(slag-forming) core provides slag protection and
performs metallurgical processing of the melt of the
respective type (rutile or basic type). Metal-powder
core, based on powders of iron and alloys with a small
fraction of active chemical compounds (usually less
than 1.5 % by weight), ensures active alloying and
microalloying, as well as modifying of the weld metal
structure. Here, the composition of the shielding gas
atmosphere has a key role, determining the thermal
conductivity of the arc gap, and degree of oxidizing
process development at electrode metal transfer and
in the weld pool.
As a rule, the cost of welding consumable for
making a certain welded joint is higher in the case of
using semi-automatic flux-cored wire welding, than
in the case of coated-electrode manual arc welding
or semi-automatic gas-shielded solid wire welding.
However, even without allowing for a higher welding
efficiency, the real cost of welding operations also
includes the labour costs for postweld heat-treatment
of the produced joint, and metal stripping along the
weld. They take up from 50 up to 55 % of the total
operation cost. The efficiency of the electric arc welding
process, assessed by the quantity of the deposited
metal, does not fully reflect the actual productivity
of making the welds during metal structure fabrication.
The influence of the possible deviation of weld
dimensions from the design ones, in particular surface
shape (reinforcement), and extent of the possible
losses of electrode metal for spatter under the actual
conditions should be also taken into account. For instance,
the time spent for making welds of equivalent
design size increases by 5–15 % in the case of application
of a gas mixture of M21 type instead of carbon
dioxide gas in gas-shielded welding. This is achieved
not only due to reduction of burnout and spattering
losses, but also due to a more accurate correspondence
of the reinforcement dimensions and shape to
the design values, which influences the cost indices
of fabrication of welded metal structures. Additional
economic advantages can be also achieved at application
of flux-cored wires instead of solid wires owing
to reduction of the weld metal volume, for instance in
welding single-pass fillet joints.
Higher cost of welding consumables (flux-cored
wires, gas mixtures of argon with carbon dioxide gas)
is compensated not only by increase of welding process
efficiency, but also by lowering of overall costs
for making the welded joints due to elimination of
electrode metal losses, as well as improvement of
the shape and more complete compliance of the weld
shape and dimensions with the design values. All this
allows lowering the cost of fabrication of welded metal
structures and improving their quality.
The main properties of some commercial fluxcored
wires, manufactured by “TM.WELTEC” are
shown in the Table 1.
REFERENCES
1. Pokhodnya, I.K., Suptel, A.M., Shlepakov, V.N. (1972) Welding
with flux-cored wire. Kyiv, Naukova Dumka [in Russian].
2. Pokhodnya, I.K., Shlepakov, V.N. (1995) Welding with fluxcored
wire. S.E., Harwood Academic Publishing.
3. Golovko, V.V., Kotelchuk, O.S., Naumeiko, S.M., Golyakevich,
A.A. (2022) Development of self-shielded flux-cored
wires for arc welding of low-alloy steels. In: Innovative
Technologies for Joining Advanced Materials XII. Selected
peer-reviewed full text papers from 12th Inter. Conf.:
Innovative Technologies for Joining Advanced Materials
(TIMA21, Switzerland. Baech). Trans. Tech. Publications
Ltd., Vol. 4, Scientific Book Collection, 98–109.
4. Orlov, L.N., Novikova, D.P., Maksimov, S.Yu et. al. (2009)
Investigation of microstructure correlation with properties of
welded joints made with the rutile flux-cored wire. In: Proc.
of Inter. Sci. and Technical Conf. on The Petranovsky Readings.
Welding Consumables Devoted to the 70th Anniversary
of the Development of the UONI-13 Type Coated Electrodes,
May 18–22, 2009, 134–142.
5. Shlepakov, V.N., Kotelchuk, A.S. (2019) Improvement
of technological and sanitary-hygienic characteristics of
gas-shielded arc welding processes. The Paton Welding J., 6,
29–33. DOI: http://dx.doi.org/10.15407/tpwj2019.06.05
6. Golyakevich, A.A., Orlov, L.N., Maksimov, S.Yu. (2019).
Peculiarities of welding process using metal cored wire of
TMV5-MK grade. The Paton Welding J., 6, 50–53. DOI:
http://dx.doi.org/10.15407/tpwj2019.06.10