В настоящее время актуальна задача капитального ремонта горно-шахтного оборудования, в частности ремонта и замены штоков и плунжеров стоечно-домкратной группы. На рабочих поверхностях штоков и плунжеров формируются отложения продуктов обменных реакций с шахтными водами и образуются вмятины от ударов угля и породы, что приводит к повреждению уплотнительных элементов и выходе из строя гидроаппаратуры. Известны технологии восстановления и изготовления штоков и плунжеров с применением хромирования и наплавки сплошной проволокой Св-08Х20Н10Г7Т под флюсом. В условиях действующих в Украине заводов, специализирующихся на ремонте шахтного оборудования, применение хромирования нереально ввиду отсутствия такого производства и нецелесообразно из-за его высокой экологической вредности, а также склонности хромового покрытия к образованию местных повреждений из-за его недостаточной толщины. Применение наплавки проволокой Св-08Х20Н10Г7Т нецелесообразно вследствие низкой твердости наплавленного слоя, недостаточной стойкости к образованию забоин от ударов породы и угля даже после дополнительной
обкатки наплавленного слоя, а также из-за высокой стоимости проволоки.
ООО «ТМ.Велтек» предложило восстанавливать штоки и плунжеры с применением дуговой наплавки порошковой проволокой под флюсом. Работу выполняют в комплексе: порошковая проволока-наплавка- оборудование-оператор наплавочной установки. Штоки и плунжеры изготавливают из улучшенной стали 30ХГСА, которую классифицируют как ограниченно свариваемую, склонную к закалке и формированию в зоне термического влияния малопластичных структур, к возможному образованию холодных трещин при неблагоприятном термическом цикле при наплавке. Оптимизированы режимы наплавки, которые обеспечивают уменьшение проплавления основного металла и металла ЗТВ, незначительное увеличение размера зерна на участке перегрева с 9-го до 7-го балла. Оптимизация тепловложения в сочетании с сопутствующим охлаждением наплавляемой детали позволяют поддерживать заданный термический цикл наплавки и ограничивать влияние автонагрева. В данных условиях был получен наплавленный слой с твердостью в пределах 40-45 HRCэ. Отработаны режимы сопутствующего охлаждения детали как водой, так и воздухом. Наплавку выполняли по винтовой линии со скоростью 50-75 м/ч при величине перекрытия валиков 0,4-0,5. В процессе наплавки контролировали температуру детали.
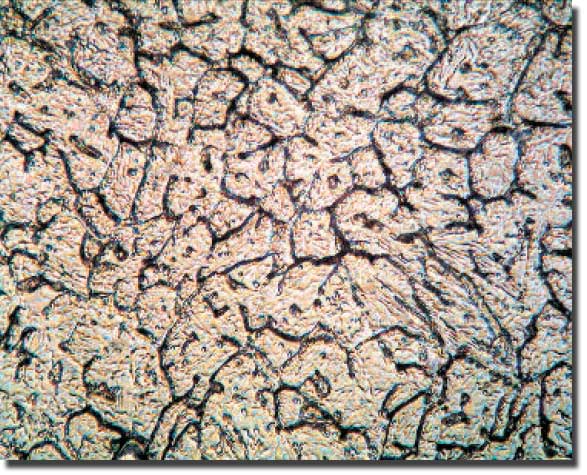
Рис. 1. Микроструктура наплавленного металла (Х1000)
Для реализации данной технологии ООО «ТМ.ВЕЛТЕК» разработана порошковая проволока ВЕЛТЕК-Н425 (ТУУ 28.7-31749248-011:2007). Легирование наплавленного металла хромом, никелем и молибденом при заданном термическом цикле наплавки обеспечивает получение хромистого металла с мартенситно-ферритной структурой и твердостью 40-45 HRCэ (рис. 1). По результатам испытаний на коррозионную стойкость образцов наплавленного металла в условиях воздушно-капельного воздействия шахтных вод оптимизировано содержание хрома в наплавленном металле. Повышению коррозионной стойкости способствует диспергирование первичной структуры и снижение содержания вредных примесей в пределах S≤0,015%, P≤0,015%. При макро- и микроструктурном исследовании образцов, вырезанных из наплавленных деталей, внутренних и внешних дефектов типа пор, трещин и несплавлений не обнаружено.
Рис. 2. Внешний вид поверхности наплавленного плунжера
Рис. 2. Внешний вид поверхности наплавленного плунжера
Объекты наплавки представляют собой цилиндрические детали диаметром 60-300 мм и длиной до 1300 мм. Несмотря на большой опыт применения автоматической наплавки тел вращения был проведен комплекс работ по оптимизации параметров наплавки (сила тока и напряжение дуги, скорость наплавки, величина перекрытия, глубина проплавления), а также элементов техники наплавки (диаметр проволоки и ее ориентация) и условий подвода и отвода теплоты, при которых обеспечивается устойчивое формирование наплавляемого металла (рис. 2). Особенно это актуально для деталей трубчатой конструкции диаметром 60-100 мм. Достигнута стабильная наплавка кольцевыми валиками по винтовой линии обработки 1,0 мм.
Проплавление основного металла стабильно в пределах 1,0-1,5 мм по длине изделия в зависимости от диаметра детали и режима наплавки. Отсутствует поводка и коробление наплавляемой детали. Композиция порошковой проволоки ВЕЛТЕК-Н425 обеспечивает стабильное формирование наплавленного металла и самопроизвольное отделение шлаковой корки в течение всего времени наплавки (рис.3).
Рис. 3. Рабочий момент наплавки плунжера
Рис. 3. Рабочий момент наплавки плунжера
Разработаны технологии однослойной и двухслойной наплавки. Опыт реализации этих вариантов показал перспективность двухслойной наплавки за счет снижения проплавления основного металла и автонагрева. Отработана наплавка внутренних поверхностей проволокой ВЕЛТЕК-Н425М под флюсом АН26П.
Для реализации данной технологии наплавки потребовалась модернизация наплавочного оборудования. Специализированная установка для наплавки разработана и изготовлена специалистами ремонтного завода. Электроприводы вращения изделия, перемещения наплавочной головки и подачи проволоки обеспечивают плавную регулировку и поддержание заданных параметров. Установка укомплектована механизмом подачи проволоки ПДГО 602, источником питания ВДУ1000, устройством подачи и удержания флюса, как для внешней так и для внутренней наплавки. Применение ВДУ1000 обусловлено высоким коэффициентом использования оборудования при трехсменной работе. Участок наплавки укомплектован восемью установками. Одним из важных факторов, обеспечивающих высокое качество наплавки и стабильность работы участка, являлась подготовка операторов наплавочных установок. В настоящее время квалифицированный оператор обслуживает одновременно 2-3 установки в течение смены.
Контроль качества наплавленных деталей показал соответствие характеристик наплавленного металла требованиям к износу и коррозионной стойкости, а также отсутствие в наплавленном металле дефектов. В настоящее время наплавлено более 50 000 деталей. Анализ эксплуатации крепей в условиях забоя подтвердил высокую стойкость штоков и плунжеров.



")