Сравнительные испытания производительности порошковой проволоки и порошковой ленты при наплавке биметаллических листов
В.В. Евтушенко, А.А. Голякевич ООО «ТМ. ВЕЛТЕК», Киев, Украина, Евдокимов А.В. ООО «Стил Ворк», С.Н. Лавров (ФОП), Демьяненко В.З. (ФОП)
ИНЖЕНЕРИЯ ПОВЕРХНОСТИ И РЕНОВАЦИЯ ИЗДЕЛИЙ
Материалы 21-й Международной
научно-технической конференции
(июнь 2021 г., г. Свалява, Закарпатская обл.)
На сегодняшний день на рынке Украины и постсоветском пространстве наиболее широкое применение нашли наплавочные материалы, применяемые в виде порошковых проволок или порошковых лент.
Цель наших испытаний определить коэффициент расхода порошковой проволоки и порошковой ленты на 1 кг наплавленного металла, а также исходя из полученных данных, сравнить производительности данных наплавочных материалов
Необходимо также учесть, что конкретных расчетных данных по производительности наплавленного металла при наплавке порошковой лентой в литературе приведено мало, а именно отсутствие конкретных цифр по расчету и сравнению с производительностью с порошковой проволокой. Например, данные, предоставленные в журнале «Автоматическая сварка», выпуск №1, 2012 г., где приводятся сравнительные данные наплавки порошковой ленты и порошковой проволоки марки ПП-Нп-35В9Х3СФ (под флюсом).
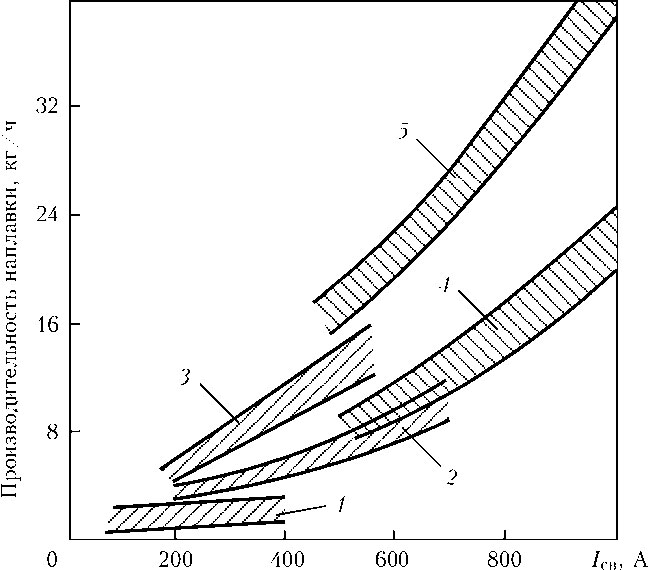
Также в журнале «Автоматическая сварка», выпуск №1, 2012 г. показан график сравнительной производительности наплавки различными способами (рис.1). Из данных рис.1 видно, что производительность наплавки порошковой проволокой (3) на токах до 600А больше производительности наплавки одной порошковой лентой (4).
Рис. 1 Производительность наплавки: 1 - штучными электродами; 2 – цельно-тянутой проволокой под флюсом; 3 - порошковой проволокой открытой дугой; 4 - порошковой лентой открытой дугой (один электрод); 5 - двухдуговая наплавка порошковой лентой.
Наплавка порошковой проволокой и лентой производилась в один слой с использованием автоматической наплавочной головки марки АД-231 и источника питания марки ВС-600. В качестве наплавочных материалов применяли порошковую ленту марки ПЛ-АН101 тип Б, сечением 16,5 х 3,8 мм и порошковую проволоку марки ВЕЛТЕК-Н630 – 2,8 мм. В процессе наплавки, вылет проволоки (ленты), время и длина наплавки не изменялась. Применяемый режим сварки лентой: I = 550 – 600 A, U = 30 – 31 B, Vп/п = 450 мм/мин. Режим сварки проволокой: I = 300 – 320 A, U = 30 – 31 B, Vп/п = 2500 мм/мин. Способ наплавки обеими способами: наплавка открытой дугой. В дальнейшем в процессе испытаний определяли коэффициент расхода проволоки и ленты, а затем из полученных данных определяли производительность порошковой проволоки и ленты.
В результате проведенных испытаний наплавки, порошковая проволока марки ВЕЛТЕК-Н630 – 2,8 показала большую производительность в сравнении с порошковой лентой ПЛ-АН101. Производительность ПП показала - 6,82 кг/ч, а порошковой лентой сечением 16,5 х 3,8 мм - 5,31 кг/ч. Также было установлено, что уровень разбрызгивания порошковой проволокой ниже, чем при наплавке порошковой лентой.
На основании полученных данных испытаний, а также исходя из графика рис. 1 можем сделать вывод, что при наплавке биметаллических листов порошковая проволока показала большую производительность по сравнению с использованием однодуговой наплавки порошковой лентой при параметрах тока до 600А.



; <strong>5</strong> - двухдуговая наплавка порошковой лентой.")