Разработка и внедрение новых технологий восстановления и изготовления ответственных деталей и технологического инструмента для металлургических предприятий
Доклад на III Международной конференции «Сварочные материалы-2015» (Петраньевские чтения), 15–16 октября 2015 года
В настоящее время актуально повышение работоспособности и ресурса металлургического оборудования. Эффективное решение этой задачи достигается созданием наукоемкой продукции в виде новых технологий и материалов. В рамках настоящей работы разработаны порошковые проволоки и комплексная технология восстановления деталей термического оборудования, материалы и технология ремонта металлорежущих ножей, роликов правильных машин, валков прокатных станов, которые успешно реализованы рядом крупных комбинатов.
Металлургическое оборудование и его ответственные детали и технологический инструмент (прокатные валки, печные ролики, ролики правильных машин и машин непрерывного литья заготовок, металлорежущие ножи) работают в условиях ударных нагрузок, сложного термонапряженного состояния, абразивного износа и поэтому требуют применения нетрадиционных материалов и технологий для их изготовления и ремонта.
Традиционные материалы и технологии, которые применялись последние десятилетия в СССР и странах СНГ для их изготовления и ремонта, явно устарели по сравнению с аналогичными зарубежными разработками. Многие из этих разработок создавались с участием ученых и инженеров, оказавшихся невостребованными в России и странах СНГ в период политических перестроек. Ситуация с разработкой новых материалов и технологий также ухудшилась в связи с падением машиностроительного производства, отраслевой и академической науки в странах СНГ в последние 10-15 лет.
Иностранные машиностроительные и инжиниринговые фирмы, создавая и поставляя на металлургические предприятия стран СНГ наукоемкую продукцию более высокого качества, даже с большей стоимостью, постепенно вытесняют с этого рынка отечественные предприятия и фирмы. Учитывая эту ситуацию, наше научно-производственное предприятие совместно с рядом научно-исследовательских организаций и машиностроительных заводов России с середины 90-х годов активно занялось разработкой новых технологий и материалов для изготовления и ремонта наиболее важных элементов прокатного и термического оборудования металлургических предприятий [1-3]. В результате этой коллективной работы созданы ряд эффективных технологий и материалов для ремонта и изготовления ответственных деталей металлургического оборудования и технологического инструмента. Наиболее важные из них следующие разработки:
1. Комплексная технология восстановления печных роликов, радиантных труб и других деталей термического оборудования, изготовленных из жаропрочных сталей и сплавов. Данная технология включает химико-термическую обработку, горячую, «теплую» и холодную правку, автоматическую наплавку бочек и цапф, заварку трещин и других дефектов литья, последующую термическую и механическую обработку.
Комплексная технология позволяет:
А) удалить из науглероженного и азотированного металла отработанных деталей лишний углерод и азот, приводящих к охрупчиванию жаропрочного металла;
Б) растворить хрупкую сигма-фазу в отработанных деталях;
В) «залечить» мелкую сетку разгара;
Г) восстановить исходные физико-механические свойства жаропрочного металла;
Д) устранить кривизну и восстановить геометрические размеры деталей из жаропрочных сталей и сплавов.
Печные ролики, восстанавливаемые нами с 1995 года на своих производственных площадях, успешно работают на многих предприятиях России: ОАО «СеверСталь», «Верхнее-Салдинское металлургическое производственное объединение», «Новолипецкий металлургический комбинат», «Уральская сталь», ЗАО ВМЗ «Красный Октябрь». Причем стоимость ремонта этих дорогостоящих деталей составляет менее половины стоимости изготовления новых деталей, а срок их службы находится на уровне стойкости новых деталей. Наше предприятие продолжает работы по совершенствованию технологии ремонта отработанных деталей, а также упрочнению новых деталей из жаропрочных сталей с целью повышения срока их службы и снижения затрат на их ремонт и изготовление.
2. Материалы и технологии изготовления и ремонта металлорежущих ножей.
Традиционными материалами для изготовление металлорежущих ножей для холодной и горячей резки в отечественной промышленности были и остались в основном инструментальные кованные стали 5ХВ2С и 6ХВ2С. Иногда для этих целей применяли кованые стали Х12М, Х12МФ. Ножи для холодной и тем более для горячей резки, изготовленные из сталей 5ХВ2С и 6ХВ2С, имеют низкую стойкость из-за недостаточного количества упрочняющих фаз (карбидов) и низкой теплостойкости (до 400 ºС). Высокохромистые стали с высоким содержанием углерода (до 1,2-1,3%) типа Х12М, Х12МФ очень ликвационно чувствительны и нетехнологичны на всех горячих переделах ковки, термообработки и даже шлифовки. Более менее успешно из сталей Х12М, Х12МФ изготавливают металлорежущие ножи небольших размеров (диаметром до 200 мм). При изготовлении более крупных ножей и валков из стали Х12М (очень высок процент брака при изготовлении и эксплуатации. Поэтому для производства металлорежущих ножей и валков мы пошли по пути применения среднелегированных и среднеуглеродистых марок стали, которые обеспечивают более высокую теплостойкость (до 600 ºС), большую износостойкость по сравнению со сталями 5ХВ2, 6ХВ2С и близким к нам марок стали, а также значительно лучшую технологичность и зачастую лучшую стойкость по сравнению с высокохромистыми сталями Х12М, Х12МФ.
Нами разработан комплекс технологий для изготовления технологического инструмента из среднелегированных марок стали, включающий ряд технологических решений на всех этапах производства, начиная от выплавки сталей до механической обработки, а также специальные методы упрочнения.
Данные технологии обеспечивают режущему инструменту рациональное сочетание твердости, ударной вязкости и износостойкости в процессе эксплуатации.
Дисковые, кромкокрошительные, гильотинные ножи, ножи скрап-ножниц, изготовленные нами из новых марок стали по нашим технологиям, обеспечивают стойкость, которая в 5-10 раз выше стойкости аналогичных ножей, изготовленных из сталей 5ХВ2С, 6ХВ2С, 5ХНВС на различных металлургических предприятиях России. Причем для каждого конкретного случая мы подбираем свои марки сталей и свои технологии производства, которые обеспечивают металлорежущим ножам максимально возможную стойкость. Мы успешно изготавливаем высококачественны металлорежущие ножи для крупных металлургических предприятий, имеющих свое машиностроительное производство, таких как ОАО «Новолипецкий металлургический комбинат», «Магнитогорский металлургический комбинат», ОАО «СеверСталь», ОАО «Ашинский металлургический завод»,ОАО «Новосибирский металлургический завод», ОАО «Выксунский металлургический завод», ОАО «Чусовской металлургический завод», ОАО «Нытва», ОАО «Гайский ЗОЦМ», а также для небольших заводов и фирм, не имеющих своих производств для изготовления инструмента.
Однако ножи из среднелегированных марок стали имеют более высокую цену изготовления в 1,5-2,0 раза, чем ножи из сталей 5ХВ2С, 6ХВ2С. Но в любом случае проценты увеличения стойкости в несколько раз выше процентов роста цен и обеспечивают потребителям этих ножей значительный экономический эффект. В последние два года мы освоили производство особо высокостойких кромкокрошительных ножей для обрезки листового холодного проката из порошковых быстрорежущих сталей. Опытные партии кромкокрошительных ножей из порошкового быстрореза при резке холоднокатанного листа толщиной до 3 мм из углеродистых и электротехнических марок стали в условиях ЛПЦ-5 ОАО «НЛМК» обеспечили 100-кратное повышение стойкости по сравнению с аналогичными ножами из сталей 5ХВ2С.
3. Технологии и материалы для ремонта и изготовления роликов правильных машин. Ролики правильных машин традиционно изготавливаются из малотехнологичной стали 9Х1 с поверхностной термической обработкой (ТВЧ или ТПЧ). Однако жесткие условия работы этих роликов особенно при правке листового и сортового проката из легированных марок стали с окалиной приводят к преждевременному выходу их из строя. Недостаточная стойкость роликов правильных машин из стали 9Х1 с поверхностной закалкой даже при обеспечении достаточно высокой твердости (61-63 HRC) объясняется также недостаточным количеством упрочняющих фаз (карбидов, карбонитридов) в структуре этих роликов и недостаточной толщиной закаленного слоя (от 1,5 мм до 5 мм). Кроме того, ролики правильных машин их стали 9Х1 до сих пор никто не ремонтировал из-за неудовлетворительной свариваемости этой марки стали.
Поэтому мы пошли по пути создания биметаллических роликов с более высоким содержанием легирующих элементов в поверхностном слое толщиной до 20 мм.
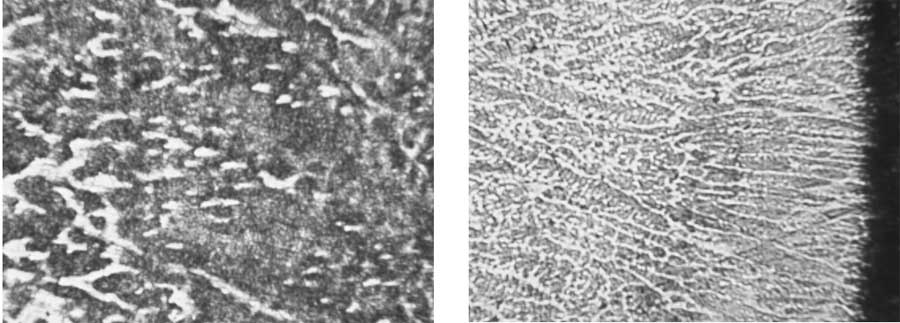
Рис.1. Микроструктура наплавленного металла рабочего слоя ролика. А. (х500), Б. (х100)
Рис.1. Микроструктура наплавленного металла рабочего слоя ролика. А. (х500), Б. (х100)
Одним из эффективных технологических решений стал ремонт таких роликов с использованием высокохромистых среднеуглеродистых наплавочных материалов и их изготовление из объемно термообработанной стали 40Х с наплавкой наружного слоя. Применительно к решению этой задачи предприятием ООО «ТМ.Велтек» разработаны порошковые проволоки WT550.01-F (C-W-Mo-Cr-V) и WT545-F (C-Mo-Cr-V-Ni). Высокая твердость HRC 57-60 наплавленной рабочей поверхности роликов достигается формированием мартенситной структуры [4] упрочненной дисперсными карбидами (рис. 1), а также уменьшением зерна первичной структуры за счет выполнения процесса наплавки проволокой диаметром 2,0 мм на режимах оптимальноно сочетающих производительность и тепловложение. Процесс наплавки выполняли на постоянном токе обратной полярности под флюсом АН26п на режиме Iд = 260-280 А, Uд = 30 В, Vсв = 28-30 м/ч.
Ролики правильных листовых машин с диаметром бочки 190, 230, 250, 360 мм из стали 9Х1, отремонтированные по новой технологии, обеспечили для ОАО «Выксунский металлургический завод» срок службы в 3-4 раза более высокий, чем аналогичные новые ролики из той же стали 9Х1 с поверхностной закалкой. Кроме того, стоимость ремонта этих роликов по новой технологии составила менее половины стоимости изготовления из стали 9Х1.
Опыт нашего производства роликов правильных машин Ø360 мм из стали 40Х с наплавленным рабочим слоем толщиной около 20 мм из высокохромистой среднеуглеродистой стали показал его техническую и экономическую целесообразность в условиях ОАО «Выксунский металлургический завод».
4. Технологии и материалы для ремонта мало- и среднегабаритных сортовых и листовых валков. Рабочие и опорные валки листовых и сортовых станов являются наиболее дорогостоящими и расходными элементами оборудования металлургических предприятий. В отечественном тяжелом машиностроении освоено производство таких валков из высокоуглеродистых низколегированных марок стали (типа 9Х2МФ) и специальных марок чугуна. Инофирмы производят сейчас валки из более легированных сталей и чугунов с использованием уникальных технологий, обеспечивающих более высокую стойкость валков и в конечном счете заметную экономию потребителям этого дорогостоящего технологического инструмента.
Наше предприятие пошло пока по пути ремонта небольших листовых и сортовых валков с использованием технологий бандажирования и наплавки среднелегированными материалами.
В настоящее время нами отработана технология ремонта опорных валков с диаметром бочки 350 мм и рабочих валков с диаметром бочки 120 мм, изготовленных из сталей 9Х2МФ методом бандажирования для ОАО «Калужский ЗОЦМ» В качестве бандажа были использованы кованые пустотелые заготовки с толщиной стенки 25-30 мм из среднелегированных марок сталей. После закалки с отпуском производилась посадка готовых бандажей на горячую, окончательная шлифовка бочек валков и их отпуск. Результаты эксплуатационных испытаний показали достаточно высокую работоспособность бандажированных валков и технико-экономическую целесообразность такой технологии ремонта.
Разработанная нами технология ремонта рабочих валков из стали 40ХН2МА с диаметром бочки 195 мм для агрегата совмещенной разливки и прокатки ОАО «Электросталь» с использованием высокохромистого среднеуглеродистого наплавочного материала показала ее технико-экономическую целесообразность.
Коллектив НПО «Восстановление» успешно продолжает разработку и освоение новых материалов и технологий для изготовления и ремонта технологического инструмента и ответственных деталей металлургического оборудования.
Литература
Покровский А. М., Пешковцев В. Г., Земсков А. А. Оценка трещиностойкости бандажированных прокатных валков // Вестник машиностроения, 2003. № 9 – с. 44-48.
Шулаев В. М., к.ф.-м. н., с. н. с. Редкокаша А. П., к.т.н. Листопад Д. А., Вакуумная термообработка — основа перспективных промышленных технологий // Оборудование и инструмент для профессионалов| металлообработка. № 5 - 2013 c. 18-20.
Рябцев И. А., Сенченко И. К. Теория и практика наплавочных работ. – К.: «Єкотехнологія», 2013. - 400с.
Геллер Ю. М. Инструментальные стали. М. - Металлургия. - 1983, 527



, Б. (х100)")