В условиях спада производства и ограниченных
оборотных средств предприятия при ремонте эксплуатируемого оборудования отдают
предпочтение ресурсосберегающим реновационным технологиям, к которым можно отнести дуговую сварку и наплавку порошковой проволокой. В
настоящее время применение порошковой проволоки перспективно при ремонте сельскохозяйственной техники, оборудования по переработке сырья
различного назначения. В экономически развитых
странах на рынке запасных частей восстановленные
детали преобладают, поскольку они в 1,5–2,5 раза
дешевле новых, а по ресурсу, как правило, им не
уступают. Это достигается, прежде всего, благодаря
присутствию на этом рынке фирм, производящих
машины, и фирм, специализирующихся на восстановлении изношенных деталей. В последнее время
прослеживается тенденция к снижению качества
деталей. Это связано с тем, что изготавливать и восстанавливать детали стали предприятия, которые
до сих пор этим не занимались.
Основные затраты на ремонт и техническое
обслуживание техники составляют до 17,2% всей
стоимости валовой продукции сельскохозяйственного производства. В структуре этих расходов
71–74% приходится на закупку запасных частей и
материалов и только 7,2–10,1% — на восстановление и укрепление изношенных. Для ремонта наиболее перспективно применение дуговой сварки и
наплавки. Эти процессы используют для ремонта
и восстановления рабочих органов перерабатывающих, почвообрабатывающих и формовых машин, таких как: диски, лемехи, лапы культиваторов, ножи измельчителей, скребки, шнеки, ножи
режущего аппарата и измельчительные барабаны,
детали из тонколистовой стали, кожухи, шнеки,
элеваторы, подножки, баки, корпуса воздушных
баллонов и другие детали из тонколистовой стали.
В ходовой части гусеничной техники наиболее интенсивно изнашиваются траки гусеницы и зубья
ведущих колес (абразивное изнашивание). Особенно сильный износ получают грунтозацепы траков гусеницы.
Наиболее целесообразно проводить ремонт с использованием механизированной сварки и наплавки порошковой проволокой в защитном газе и открытой дугой.
К преимуществам применения порошковой
проволоки можно отнести высокую производительность работ, хороший внешний вид шва,
хорошие сварочно-технологические характеристики, упрощенную технику сварки в различных пространственных положениях и легкость ее
освоения, необходимые механические свойства,
высокое качество сварных соединений и наплавленного металла. Эффективность сварки и наплавки порошковой проволокой необходимо оценивать
не по отдельным этапам, а по повышению общей
производительности и гибкости технологического процесса изготовления и ремонта металлоконструкций и деталей оборудования различного назначения. В качестве существенных преимуществ
порошковой проволоки по сравнению со сплошной
проволокой следует отметить возможность реализации практически любой системы легирования
и ее стабильного воспроизводства на различных
объектах, а также возможность выполнения сварки и наплавки открытой дугой, что в ряде случаев
не может быть сделано сплошной проволокой. По
сравнению с покрытыми электродами для порошковой проволоки характерно более эффективное и
экономное использование легирующих элементов,
прежде всего, дорогостоящих и более высокий коэффициент использования 1,1–1,2 и 1,6–1,8 соответственно. Применение порошковой проволоки
малого диаметра 1,0–1,2 мм существенно повышает
технологичность процесса при сварке и наплавке
стали малой толщины. В полевых условиях наиболее эффективно применение самозащитной порошковой проволоки.
В процессе эксплуатации сельскохозяйственной техники режущие кромки рабочих органов
затупляются. Изнашивание долот сошников –
это общая проблема для всех посевных машин.
Следствием этого становится увеличение тягового сопротивления и расхода топлива на 15–20%,
ухудшение качества заделки семян и снижение
урожайности.
Для восстановления и упрочнения рабочих органов, а также повышения их ресурса эксплуатации ООО «ТМ.Велтек» разработало порошковую
проволоку ВЕЛТЕК-Н634 диаметром 1,2–1,6 мм с
защитой углекислым газом и самозащитную проволоку ВЕЛТЕК-Н560.03, ВЕЛТЕК-Н625, ВЕЛТЕК-Н636диаметром 1,6–2,0 мм. Проволока обеспечивает твердость наплавленного металла на первом и
втором слоях 60–64 HRC и высокую стойкость к
абразивному изнашиванию при работе техники на
песчаных и суглинистых почвах. Наплавку проволокой ВЕЛТЕК-Н634 диаметром 1,2 мм выполняют на
постоянном токе обратной полярности (+) на режиме I=80…120 А, U=19…22 В – для тонкого металла
и I=120…200 А, U=22…26 В – для металла основы
толщиной более 3 мм. Наплавку самозащитной проволокой ВЕЛТЕК-Н560.03 и ВЕЛТЕК-Н636 диаметром
2,0 мм выполняют на постоянном токе обратной
полярности (+) на режиме I=150…250 В U=22…27 В.
В качестве оборудования можно применять любой
полуавтомат с двумя парами подающих роликами,
укомплектованный тиритсторным или инвертерным источником питания с жесткой или пологопадающей характеристикой. Использование инвертерных источников питания обеспечивает более
высокую стабильность процесса сварки и экономию
потребляемой энергии на 15–20%.
Рис. 1. Изношенные долота сеялки (а) и культиватора (б)
Рис. 1. Изношенные долота сеялки (а) и культиватора (б)
Опыт эксплуатации плугов, сеялок, культиваторов и другой сельхозтехники выявил зоны абразивного износа долот, стрельчатые лап, остовов лемехов,
которые можно восстановить и упрочнить дуговой
наплавкой. На долотах преимущественно изнашиваются передняя и боковые зоны корпуса (рис. 1).
Восстановление геометрических размеров долот
сеялок в условиях мастерских целесообразно выполнять газозащитной порошковой проволокой
ППс-ТМВ5 диаметром 1,2–1,6 мм или ВЕЛТЕК-Н300-РМ,
а в полевых условиях – самозащитной порошковой
проволокой ППс-ТМВ1 диаметром 1,2–1,6 мм. При
этом упрочняющий слой выполняют газозащитной
проволокой ВЕЛТЕК-Н634 либо самозащитной проволокой ВЕЛТЕК-Н625 или ВЕЛТЕК-Н636. Для ремонта
деталей машин, работающих на песчаных почвах,
применяют наплавку проволокой ВЕЛТЕК-Н634 или
ВЕЛТЕК-Н636 (рис. 2).
Рис. 2. Долота сеялки, наплавленные порошковой проволокой ВЕЛТЕК-Н634
В настоящее время актуальна задача упрочнения
специальных ножей, использующихся в переработке промышленных и бытовых отходов с целью их
утилизации или повторного использования. В процессе переработки одной из операций является их
дробление. Производительность установок дробления и качество дробленой массы зависит от стойкости специальных ножей, режущие кромки которых
испытывают абразивные и ударные нагрузки. На
предприятии «Кат Металл» (Киев) при изготовлении ножей для установок переработки мусора применяли наплавку газозащитной порошковой проволокой ВЕЛТЕК-Н565 диаметром 1,2 мм. Наплавку
режущей кромки ножа выполняли на постоянном
токе обратной полярности короткой дугой на режиме I=110…130 A U=20…22 B. После наплавки нож
подвергали термической обработке, включающей
закалку и отпуск. Изготовленные ножи экспортировали в Германию.
Эффективной стала наплавка элементов машин
еще в одной области – производстве щепы для изготовления плит ДСП и ольховой щепы для копчения продуктов питания. Здесь применяют установки ИДО-150. Частота вращения ножей 1500 об/мин, режущая кромка ножа должна обладать теплостойкостью и обеспечивать качественный угол среза. Режущая кромка ножей из стали 40Х была наплавлена
порошковой проволокой ВЕЛТЕК-Н565 диаметром
1,2 мм. Ресурс ножей до переточки в зависимости от
типа древесины увеличен в 2,5–3,0 раза (рис. 3).
Рис. 3. Ножи установки ИДО-150, наплавленные порошковой проволокой ВЕЛТЕК-Н565-G
Рис. 3. Ножи установки ИДО-150, наплавленные порошковой проволокой ВЕЛТЕК-Н565-G
Во вторичной переработке термопластов, предусматривающей их дробление в мельницах, качество
дробления и производительность также зависит от
стойкости режущей кромки ножей. На предприятии ООО «Вестхим» (Луцк) для ремонта ножей из
стали 40Х роторных дробилок применили наплавку
режущей кромки газозащитной порошковой проволокой ВЕЛТЕК-Н550.03 диаметром 2,0 мм. Было достигнуто существенное повышение ресурса ножей.
Рассмотрим еще несколько примеров успешного применения наплавки для восстановительных
работ на различном оборудовании. В производстве
полиэтиленовой пленки применяют вторичное сырье. В процессе экструдирования происходит изнашивание гребня шнека пресса, что связано с рядом
факторов, в том числе и загрязнением сырья.
Для ремонтной и изготовительной наплавки
гребня шнека предприятию ООО «Универсальный
центр» (Днепропетровск) было предложено использовать газозащитную порошковую проволоку
ВЕЛТЕК-Н634 диаметром 1,2 мм взамен электродов
Т590, которые применяли ранее. В результате выполненной наплавки порошковой проволокой существенно снизилась трудоемкость изготовления
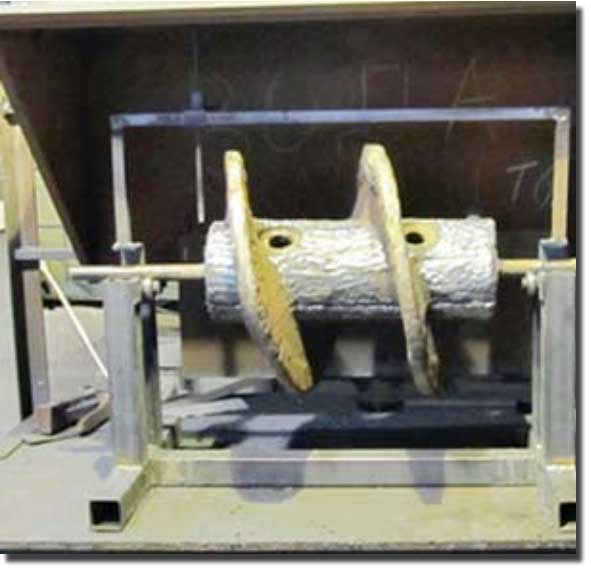
Рис. 4. Шнек пресса, наплавленный порошковой проволокой Велтек-Н635 и Велтек-Н636
Рис. 4. Шнек пресса, наплавленный порошковой проволокой Велтек-Н635 и Велтек-Н636
шнека и возрос ресурс эксплуатации. Успешно
были также наплавлены газозащитной порошковой
проволокой ВЕЛТЕК-Н560.03 диаметром 2,0 шнеки
прессов для производства растительных масел.
Самозащитную порошковую проволоку
ВЕЛТЕК-Н635 и ВЕЛТЕК-Н636 диаметром 2,4 мм использовали и при ремонте шнека транспортировки глины. Рабочую поверхность шнека наплавляли
проволокой ВЕЛТЕК-Н635, а кромки – проволокой
ВЕЛТЕК-Н636. Применяемая технология наплавки
позволяет выполнять многократный ремонт шнека (рис. 4).
Опыт применения порошковой проволоки показал ее высокую эффективность, легкость освоения и
адаптации процесса к выполнению реновационных
работ на различном оборудовании.



 и культиватора (б)")