Эффективность применения твердосплавного покрытия обусловлена соответствием его химического состава и структурного состояния условиям эксплуатации. Авторами настоящей публикации приведены примеры применения новых наплавочных материалов с рациональным легированием для восстановления деталей машин, эксплуатируемых в различных условиях. При выборе наплавочного материала, технологии нанесения упрочняющего покрытия следует руководствоваться следующими основными принципами:
тип наплавленного металла должен наиболее точно отвечать условиям эксплуатации и характеру изнашивания детали;
расход дорогостоящих наплавочных материалов должен быть минимальным с учетом величины и геометрии износа детали;
способ и режимы наплавки должны быть выбраны с учетом обеспечения высокого качества, максимальной механизации и производительности процесса наплавки;
применение подогрева и термической обработки наплавляемой детали на различных этапах технологического процесса должно быть экономичным.
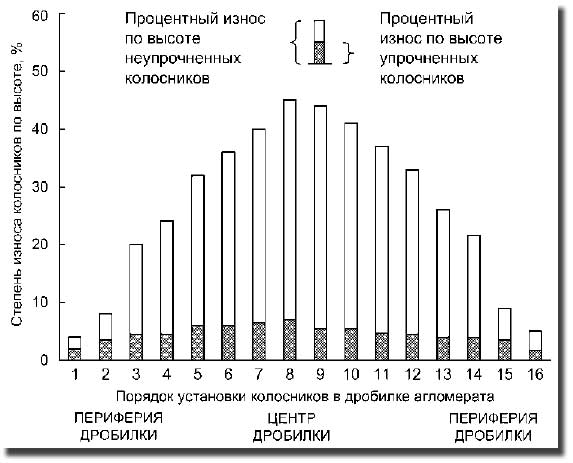
Колосники и звездочки одновалковой дробилки агломерата. В один комплект дробилки входит 16 колосников массой 270 кг каждый и 15 звездочек массой 85 кг каждая, изготовленных из стали марок 35Л или 45Л. Колосники до внедрения новой технологии не упрочняли, а заменяли новыми. Поверхность звездочек восстанавливали механизированной наплавкой в один слой порошковой проволокой ПП-Нп-80Х20Р3Т (ПП-АН170) (ПП-Нп-80Х20Р3Т (ПП-АН170)). Средний межремонтный период работы дробилки 1,5-2,0 мес. На момент замены износ колосников и звездочек, установленных на периферии дробилки, составлял 3-5% по высоте, а в центральной части дробилки — более 50%. Такой износ уже после месяца эксплуатации дробилки приводил к увеличению технологических зазоров между колосниками, колосниками и звездочками, что ухудшало качество помола агломерата.
Так как колосники и звездочки работают в условиях интенсивного абразивного изнашивания при температуре 200-300 °С со средними и сильными ударами, то для их упрочнения была применена многослойная механизированная наплавка самозащитной порошковой проволокой диаметром 2,6 мм марки ВЕЛТЕК-Н600 (система легирования C-Cr-Мо-В-V-Ti) постоянным током обратной полярности на режиме Iд=280...300 А, Uд=26...28 В. Наплавка обеспечивала высокую стойкость детали при повышенных температурах в сочетании с ударно-абразивным нагружением. Твердость наплавленного металла составляла 59-62 НКСэ. Наплавленный металл обладает малой склонностью к растрескиванию, отсутствием сколов при сильных ударах. Количество слоев и толщину наплавки определяли дифференцированно в зависимости от степени износа каждого колосника и звездочки. Толщина наплавленного слоя составляла от 3 до 12 мм.
Рис. 1. Диаграмма сравнительного износа упрочненных и неупрочненных колосников дробилки агломерата после двух месяцев эксплуатации дробилки
Рис. 1. Диаграмма сравнительного износа упрочненных и неупрочненных колосников дробилки агломерата после двух месяцев эксплуатации дробилки
Периодический осмотр экспериментального комплекта показал следующую динамику износа колосников и звездочек в различных зонах дробилки (рис. 1):
через 2 мес. — от 3% на периферии до 6% в центре;
через 4 мес. — от 5% на периферии до 12% в центре;
через 6 мес. — от 8% на периферии до 25% в центре.
Таким образом, оптимизируя технологию упрочнения, удалось в три раза увеличить межремонтный период дробилки, повысить качество агломерата, сводя к минимуму затраты на упрочнение.
Колеса грузоподъемных кранов. Изнашивание крановых колес, изготовленных из сталей марок 45Л, 40Л, 60Л, 55Л, происходит от трения металла о металл при больших знакопеременных динамических нагрузках как по поверхности катания, так и по реборде. При этом износ поверхности катания колеса составляет в среднем 6-10 мм, а реборды — 15-25 мм, что в основном приводит к необходимости замены колеса через 1-3 мес.
Применяемая на большинстве предприятий технология восстановления колес кранов автоматической наплавкой проволокой Нп-30ХГСА под флюсом АН-348 с твердостью наплавленного металла 240-280 НВ малоэффективна, так как не позволяет обеспечить необходимые износостойкость и срок службы. Использование для наплавки проволоки сплошного сечения из хромомарганцовистой стали не нашло широкого применения из-за дефицита наплавочного материала, его высокой цены и большого расхода, а также высокой трудоемкости последующей механической обработки.
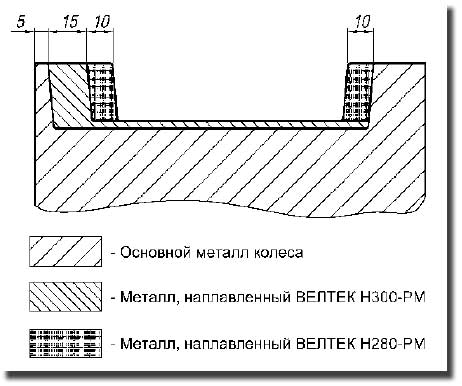
Рис. 2. Схема наплавки колес грузоподъемных кранов
Разработана технология, при которой более интенсивно изнашиваемые реборды
наплавляли под флюсом АН-348 порошковой проволокой диаметром 3 мм марки ВЕЛТЕК-Н280-РМ. Хромомарганцовистый наплавленный металл со структурой метастабильного аустенита обеспечивает высокую износостойкость вследствие развития самоупрочнения под воздействием наклепа, что проявляется в повышении твердости от 28-32 HRCэ до 42-45 HRCэ. Менее изнашиваемые поверхности катания наплавляли под флюсом АН-348 порошковой проволокой марки ВЕЛТЕК-Н300-РМ. Твердость наплавленного металла 300-350 НВ (рис. 2). Такая технология позволила повысить в два раза срок службы колес при увеличении затрат на материалы лишь на 70%, а трудоемкость механической обработки — на 35%. Новую технологию успешно применяют на ряде металлургических комбинатов.