Механизированная сварка порошковой проволокой ППС-ТМВ7 корпусных конструкций судов
Л. Н. Орлов, Ю. А. Гаврилюк,
кандидаты техн. наук,
СП «ТМ ВелдТек» (Киев),
А. А. Бирин, Херсонский судостроительный завод
Опубликовано в журнале "Сварщик" №2, 1998
Херсонский судостроительный завод (ХСЗ) успешно освоил промышленное применение сварки порошковой проволокой малого диаметра. Основная проблема для завода заключалась в выборе марки отечественной порошковой проволоки и ее поставщика. После рассмотрения ряда предложений завод заключил договор с СП «ТМ ВелдТек» на поставку порошковой проволоки малого диаметра марки ППс-ТМВ7, которая превосходит отечественные порошковые проволоки ПП-АН21, ПП-АН26 по всем техническим характеристикам.
Верфи Японии и Южной Кореи, на долю которых приходится 70% мирового судостроения, выполняют 70-80% всего объема сварочных работ газозащитной порошковой проволокой. Аналогичная тенденция наблюдается в Западной Европе и Северной Америке. Наибольшее применение получила рутиловая порошковая проволока типа Е71Т-1. Фирмы-производители порошковых проволок прежде всего обеспечивают соответствие качества продукции требованиям потребителей. Этим вопросам производители порошковых проволок в Украине не уделяли должного внимания, что являлось одной из причин дополнительных трудовых и финансовых затрат у потребителей для подготовки порошковой проволоки к сварке, а в ряде случаев и причиной отказа от ее использования.
Херсонский судостроительный завод (ХСЗ) успешно освоил промышленное применение сварки порошковой проволокой малого диаметра. Основная проблема для завода заключалась в выборе марки отечественной порошковой проволоки и ее поставщика. После рассмотрения ряда предложений завод заключил договор с СП «ТМ ВелдТек» на поставку порошковой проволоки малого диаметра марки ППс-ТМВ7, которая превосходит отечественные порошковые проволоки ПП-АН21, ПП-АН26 по всем техническим характеристикам (табл. 1).
Был выполнен комплекс работ по освоению промышленного производства и применения газозащитной порошковой проволоки марки ППс-ТМВ7 диаметром 1,2-1,6 мм (ТУУ 19369185.008-96). При разработке порошковой проволоки ориентировались на существующую в Украине технологию производства, что ограничивало возможность реализации ряда современных металлургических решений в построении композиции сердечника проволоки, применяемых зарубежными фирмами. Вместе с тем, по экспертной оценке специалистов, проволока ППС-ТМВ7 по своим техническим характеристикам не уступает зарубежному аналогу - проволоке РZ6113S (фирма «Filarc»),
В 1996 г. СП «ТМ ВелдТек» под надзором Морского Регистра судоходства и представителей ХСЗ была изготовлена на ОАО «Днепрометиз» и испытана на ХСЗ опытная партия порошковой проволоки. В 1997 г. были проведены классификационные испытания в соответствии с требованиями «Правил...» Морского Регистра судоходства (табл. 2) и освидетельствовано производство проволоки ППс-ТМВ7 на ОАО «Днепрометиз» (сертификат об одобрении сварочных материалов № 97.001.160 от 04.04.97 г., акт освидетельствования предприятия №97.2005.160 от 04.04.97 г., соглашение № 97.018.160 о надзоре Морского Регистра судоходства от 04.04.97 г.). Совместно с отделом сварки Херсонского судостроительного завода разработана технологическая инструкция № ОС-030-101-96 «Полуавтоматическая сварка порошковой проволокой ППс-ТМВ7 диаметром 1,2-1,4 мм в углекислом газе» применительно к сварке стыковых, тавровых соединений корпусных конструкций во всех пространственных положениях из сталей категорий от А до Е40 включительно.
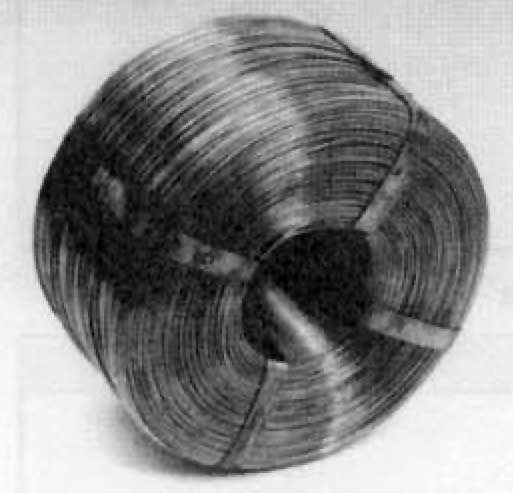
Рис. 1. Формованный моток порошковой проволоки ППс-ТМВ7 диаметром 1,2-1,6 мм (Dн = 170 мм, Dвн = 75 мм, В = 80 мм, масса 6,5-7,0 кг)
Рис. 1. Формованный моток порошковой проволоки ППс-ТМВ7 диаметром 1,2-1,6 мм (Dн = 170 мм, Dвн = 75 мм, В = 80 мм, масса 6,5-7,0 кг)
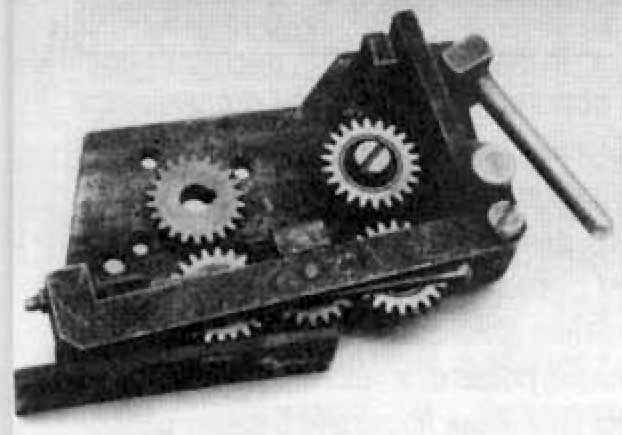
СП «ТМ ВелдТек» освоена технология производства порошковой проволоки малого диаметра на ОАО «Днепрометиз», выпускавшим до этого порошковые проволоки диаметром 2,5-3,6 мм. Разработаны и изготовлены специальные лигатуры для сердечника порошковой проволоки и специальная технологическая смазка. Отработана технология выпуска проволоки на кассетах и в виде формованных мотков применительно к полуавтоматам А-547 и «Гранит» (рис. 1). На первом этапе планируется поставка порошковой проволоки ППс-ТМВ7 в мотках с их последующей прокалкой у потребителя перед намоткой на кассеты. В дальнейшем после проведения реконструкции цеха порошковой проволоки и установки необходимого оборудования проволока будет поставляться в состоянии полной готовности к сварке. ХСЗ выполнил большой объем работ по модернизации 200 полуавтоматов, оснастив их специальными приставками для подачи порошковой проволоки малого диаметра (рис. 2). Создан участок подготовки порошковой проволоки к сварке, оснащенный намоточными станками типа А-14Е и печью для ее прокалки. Проведены обучение и аттестация сварщиков по технике и технологии сварки порошковой проволокой, решены организационные вопросы применения сварки порошковой проволокой ППс-ТМВ7 в цехах.
Таблица 1. Результаты сравнительных испытаний порошковых проволок диаметром 1,2 мм при сварке в СO2 вертикальных угловых швов
Примечания: 1. ТССА определялось при сварке в нижнем положении на максимальном режиме (Iсв = 300 А, Ud = 30В, VСO2= 18л/мин).
2. В скобках приведены значения, полученные при сварке вертикальных швов на рабочих режимах.
Таблица 2. Механические свойства металла, наплавленного проволокой ППс-ТМВ7 при классификационных испытаниях
Показатель
Требования «Правил...»
Результаты испытаний (среднее для 3-х образцов)
Временное сопротивление разрыву, МПа
490-600
660
Верхний предел текучести, МПа
Не менее 375
495
Относительное удлинение, %
Не менее 22
23,5
Относительное сужение, %
Не менее 45
53,5
Работа удара (КУ), Дж, при I = 20° С
Не менее 47
58,0
Рис. 2. Приставка к полуавтоматам А-547 и «Гранит» для подачи порошковой проволоки
Рис. 2. Приставка к полуавтоматам А-547 и «Гранит» для подачи порошковой проволоки
В процессе отработки технологии сварки различных типов сварных соединений проведена оптимизация режимов сварки с целью достижения наиболее благоприятной формы шва при отсутствии дефектов. Для условий ограниченного пространства выполнение швов в различных пространственных положениях производится без изменения режима сварки, что исключает вспомогательное время на настройку полуавтомата. После выполнения корневых швов не требуется их дополнительная обработка. Наибольший эффект достигается в случае использования керамических подкладок. Опыт применения порошковой проволоки ППс-ТМВ7 на ХСЗ показал стабильную воспроизводимость ее сварочно-технологических характеристик и механических свойств контрольных сварных соединений.
Сварка тавровых и стыковых швов плоских секций в нижнем положении выполнялась порошковой проволокой диаметром 1,4 мм, а объемных секций - во всех пространственных положениях проволокой диаметром 1,2 мм. Стыковые и тавровые соединения в вертикальном положении сваривались способом «снизу-вверх» без прерывания дуги и возвратно-поступательных колебаний. Это обеспечивало формирование швов с гладкой поверхностью и плавным сопряжением шва с основным металлом. Общая длина сварных швов только на одной секции в нижнем положении составила 1100 м и в вертикальном - 600 м. По результатом гаммаграфирования стыковые сварные швы оценены баллом 3. Секции после сдачи ОТК были подвергнуты бластированию (очистка швов дробеструйными аппаратами) с целью очистки швов и прилегающих участков от окалины, брызг, шлака и других загрязнений, а также выявления дефектов, не обнаруженных визуальным контролем. При сварке порошковой проволокой по сравнению со сплошной на 70-80% снижено количество выявляемых этим способом дефектов. Достаточно высокое качество сварных швов позволило значительно снизить трудоемкость на их зачистку и подготовку под покраску. Например, только на одной бортовой секции трудоемкость снижена на 1200 нормо/ч.
Наибольший эффект достигнут при сварке балластных и грузовых танков продуктовозов, где предъявляются высокие требования к плотности швов и подготовке их к покраске. Сварка производилась как в сборочно-сварочных цехах при изготовлении секций, так и на стапеле при формировании блоков танкера. Херсонский судостроительный завод планирует существенное увеличение объемов применения сварки порошковой проволокой.



")