Вопрос сокращения текущих расходов на предприятиях всегда актуален для решения вопроса повышения рентабельности любого производства, особенно в кризисной ситуации, когда снижение текущих затрат является одним из основных направлений для выживания как отдельных предприятий, так и целых отраслей промышленности. Одной из основных расходных статей для поддержания жизнедеятельности любого производства являются затраты, связанные с ремонтом машин и агрегатов, обеспечение их запасными деталями и узлами.
В вопросе значительного уменьшения этой статьи расходов большую помощь оказывает технология восстановительной и упрочняющей наплавки. Наплавка находит широкое применение как при изготовлении новых деталей, так и при ремонте вышедших из строя. При изготовлении детали из углеродистой стали с применением наплавки на ее рабочую поверхность можно нанести сплав, обладающий необходимым для этой детали комплексом свойств: износостойкостью, жаропрочностью, термостойкостью, коррозионной стойкостью и др. Наплавка при ремонте позволяет многократно восстанавливать первоначальные размеры
изношенных деталей, при этом, правильно выбрав наплавочный материал и технологию, можно не только обеспечивать эксплуатационные характеристики на уровне новых деталей, но даже превзойти их. Так как масса наплавленного металла обычно не превышает нескольких процентов от массы наплавляемой детали, используя восстановительную наплавку, можно многократно восстанавливать изношенные детали, экономить большие средства на их приобретении или металл и затраты на их изготовлении. Используя упрочняющую наплавку при изготовлении деталей, можно значительно уменьшить расход дорогостоящих высоколегированных сталей и сплавов.
Кроме этого, в результате увеличения упрочняющей наплавкой срока службы деталей, узлов и механизмов, от которых зависит работа высокопроизводительного оборудования, сокращается время и количество ремонтных простоев и тем самым повышается производительность агрегатов и уменьшаются затраты на ремонты. Это обуславливает большую экономическую и техническую эффективность наплавки в металлургии, горнодобывающей промышленности, на транспорте и в других отраслях промышленности, где большое количество деталей работают в тяжелых условиях, быстро выходят из строя и требуют замены.
Средне приведенные данные эффективности наплавки показывают, что наплавочные технологии, оборудование и материалы позволяют:
заменить восстановительной наплавкой одного килограмма наплавочного материала приобретение 20-25 кг новых деталей;
заменить упрочняющей наплавкой одного килограмма наплавочного материала приобретение 60-75 кг новых деталей;
упрочняющей наплавкой увеличить срок службы деталей в 2-5 раз;
вложив 1 грн. в наплавку, получить от 5 до 10 грн. экономии.
Кроме этого, наплавка имеет природоохранное и ресурсосберегающее значение, так как при использовании 1 кг наплавленного материала позволяет экономить: 70-100 кг агломерата, 20-30 кг кокса, 4-5 кВт электроэнергии, 6-8 м3 природного газа.
Объединение предприятий «Реммаш», более 10 лет занимающееся разработкой и изготовлением наплавочного оборудования и материалов, имеет много высокоэффективных разработок, позволяющих экономить на приобретении десятков и сотен тонн деталей, уменьшать простои оборудования, повышать производительность и получать многомиллионную экономию.
К наиболее эффективным установкам можно отнести следующие.
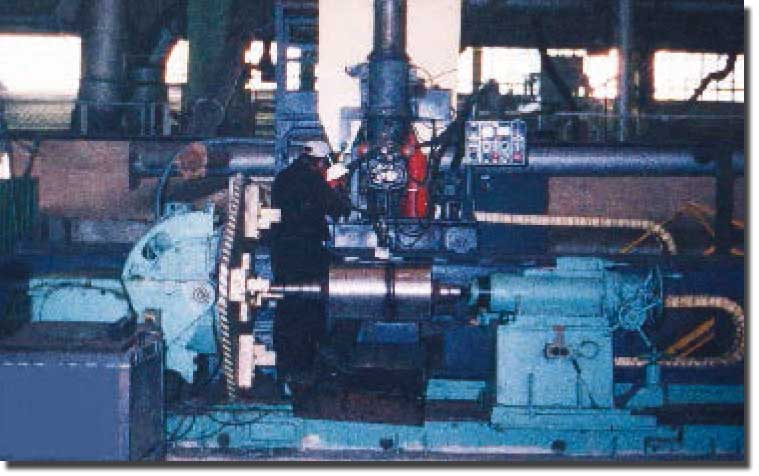
Рис. 1. Наплавка ролика рольганга на установке РМ-УН5
Рис. 1. Наплавка ролика рольганга на установке РМ-УН5
РМ-УН5 (рис. 1) предназначена для наплавки деталей длинной до 4 м, диаметром до 1200 мм, массой до 5 т. Конструкция установки позволяет наплавлять широкую номенклатуру цилиндрических деталей, включающую ролики рольгангов, валы и валки различных типоразмеров и назначения, крановые колеса, тормозные шкивы и многое другое. Наплавку можно производить цельнотянутой и порошковой проволокой, а также различного типа лентами под флюсом или самозащитными материалами. При комплектации установки столом для наплавки плоских деталей можно также наплавлять плоские детали массой до 2 т, длиной 2000 мм, шириной 1000 мм. Установка отличается от аналогов (УМН-4) наличием более объемного флюсобункера наплавочного автомата, флюса в котором хватает на наплавку без перерыва и дозагрузки на одну рабочую смену, а также наличием механизма удаления шлака, вибрационного конвейера для уборки с разделением флюса и шлака и системы подачи просеянного флюса в флюсобункер для повторного использования. Это позволяет освободить наплавщика от вспомогательных операций, сконцентрировав внимание на наплавке, повысив в целом производительность и качество наплавки. Установку применяют на металлургических предприятиях. Две установки РМ-УН5 работают на ОАО «Арселор Миттал Кривой Рог». При двухсменной работе, пятидневной рабочей неделе и минимальной производительности 12 т наплавленного металла в год установка
РМ-УН5 позволяет получить экономию 1,5-2 млн. грн.
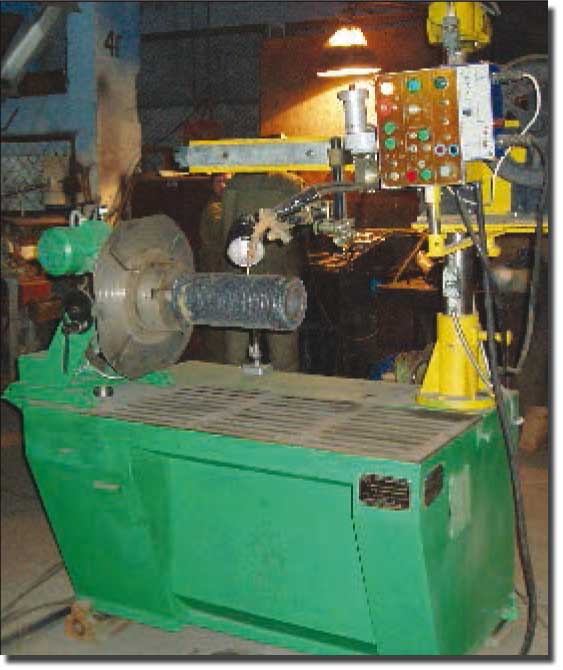
Рис. 2. Наплавка канатного блока шагающего экскаватора на установке РМ-15
Рис. 2. Наплавка канатного блока шагающего экскаватора на установке РМ-15
РМ-15 (рис. 2) — универсальная установка для наплавки канатных блоков диаметром до 2500 мм и других цилиндрических и плоских деталей.
Установку разрабатывали для восстановления наплавкой быстроизнашивающихся деталей горно-обогатительных комбинатов, прежде всего, различного типа канатных блоков шагающих экскаваторов. Кроме того, установка РМ-15 позволяет наплавлять такие детали, как бронзовые втулки механизма шагания экскаваторов, очистители барабанов конвейеров и многое другое. Для этого входящий в комплектацию наплавочный автомат установлен на подвижной траверсе поворотной колонны, позволяющей обслуживать два рабочих места: наплавку цилиндрических деталей, закрепленных в сварочном вращателе, и плоских деталей, установленных на столе. Такая комплектация дает возможность максимально загрузить установку и обеспечить высокую эффективность ее работы. Первую такую установку успешно эксплуатируют на ОАО «ОГОК» в Орджоникидзе. При двухсменной работе, пятидневной рабочей неделе и минимальной производительности 52 восстановленных блока в год можно получить экономию 1,0-1,5 млн. грн.
Рис. 3. Наплавка гребней железно¬дорожной колесной пары на установке РМ-9
Рис. 3. Наплавка гребней железно¬дорожной колесной пары на установке РМ-9
РМ-9 (рис. 3) — для автоматической наплавки гребней железнодорожных колесных пар. Наплавка гребней в 3,5 раза снижает темпы обточки восстанавливаемых ободьев железнодорожных колес и увеличивает срок службы колесных пар на 50-60%.
Установку разрабатывали для нужд предприятий горно-металлургического комплекса, имеющих на своей территории
густую сеть железных дорог и владеющих большим количеством железнодорожного транспорта, куда наряду с тепловозами и товарными вагонами входит спецподвижной состав, состоящий из слитковозов, чугуновозов, щлаковозов. И если на «Укрзалізниці» проблема ремонта восстановительной наплавкой гребней колесных пар решена в ремонтных депо с использованием установки КТ-68, то использовать ее на горнометаллургических предприятиях не позволяет узкая специализация этой установки — только для наплавки колес товарных вагонов без букс. Поэтому установка РМ-9 открыла перед металлургами возможность восстановления колесных пар всего парка вагонов и спецподвижного состава. При этом в отличие от КТ-68 данная установка универсальна, позволяет наплавлять железнодорожные колесные пары различного типа (как с буксами, так и без них). К преимуществам установки можно также о отнести: регулируемую скорость наплавки, системы автоматического управления наплавкой, наличие системы сбора, переработки и подачи для повторного использования отработанного флюса. Первая установка РМ-9 работает в железнодорожном цехе ОАО «Никопольский завод ферросплавов». Даже при наплавке одной колесной пары в смену (потенциал три) и односменной работе можно восстанавливать в год более 150 колесных пар и получить годовой эффект более 3 млн. грн.
РМ-04, РМ-05, РМ-06 — для автоматической дуговой наплавки колес грузоподъемных кранов.
Грузоподъемные краны имеются практически на каждом предприятии в количестве от одного или нескольких до сотен или
даже тысяч (на крупных металлургических комбинатах). И одной из наиболее часто выходящих из строя деталей кранов являются их ходовые колеса. При этом в зависимости от грузоподъемности, состояния подкрановых рельсов и режима работы крана ходовые колеса до износа и необходимости замены могут служить от нескольких лет до нескольких недель. Необходимость замены вызывает износ поверхности катания колес от трения по рельсам и особенно их реборд. Вышедшие из строя колеса можно заменить новыми или восстановленными наплавкой. Исходя из наличия различного по составу кранового хозяйства и технических возможностей предприятий, было разработано три типа наплавочных установок. Это позволяет каждому предприятию, которое планирует приступить к восстановлению колес или расширить их номенклатуру и количество, в зависимости от количества колес, требующих восстановления, а также варианта восстановления (на осях или без осей) и необходимости наплавлять другие цилиндрические детали выбрать оптимальный для них вариант установки. Так, установка РМ-04 предназначена для наплавки крановых колес диаметром до 1200 мм как на осях, так и без них, а также других цилиндрических деталей диаметром до 1200 мм, длиной до 2000 мм, массой до 2 т. Установки РМ-05 и РМ-06 предназначены для наплавки крановых колес без осей (на технологической оснастке). При этом установка РМ-05 оборудована универсальным вращателем, что позволяет ось вращения наплавляемой детали наклонять под углом 135° и использовать установку также для наплавки деталей, требующих такого наклона. Установка же РМ-06 (наиболее простой и дешевый вариант) оборудована горизонтальным вращателем, обеспечивающим вращение детали только вокруг горизонтальной оси. В дополнительную номенклатуру деталей, наплавляемых на каждой из перечисленных установок, могут быть включены другие детали в соответствии с техническими характеристиками установок.
Восстановительная наплавка крановых колес с использованием высокоэффективной порошковой проволоки ВЕЛТЕК-Н300-РМ и ВЕЛТЕК-Н350-РМ позволяет обеспечить срок службы восстановленных колес на уровне вновь изготовленных с термической обработкой. При средней производительности наплавки одно колесо в смену и двухсменном режиме работы на
Рис. 4. Наплавка роликов МН на установке РМ-165
Рис. 4. Наплавка роликов МН на установке РМ-165
одной установке можно восстановить более 500 штук колес в год. При такой средней производительности годовая экономия от восстановления крановых колес на одной установке составит 1,2-1,3 млн. грн.
РМ-165 (рис. 4) и ИЗРМ-5 (рис. 5) — для автоматической дуговой наплавки малогабаритных цилиндрических деталей диаметром до 500 мм, длиной до 1000 мм, массой до 120 кг. Промышленные предприятия эксплуатируют большое количество оборудования, в котором работают быстроизнашивающиеся малогабаритные детали. В гидравлическом оборудовании - это плунжеры, в агломерационном и прокатном - различного типа и назначения ролики, в волочильном - барабаны и т. д. В основном это детали цилиндрической формы диаметром до 500 мм, длиной до 1000 мм и массой до 100 кг. Использовать универсальные установки типа РМ-УН5 для наплавки деталей длиной до 4000 мм, массой до 5 т нецелесообразно и затруднительно, так как требует применения наплавочной проволоки диаметром 2,0-3,0 мм. Поэтому были разработаны два типа наплавочных установок для наплавки таких малогабаритных деталей. Установка РМ-165 — для наплавки порошковой самозащитной проволокой цилиндрических деталей длиной до 500 мм, диаметром до 400 мм, массой до 60 кг и универсальная установка ИЗРМ-5 — для наплавки под флюсом в среде защитных газов самозащитной проволокой цилиндрических деталей диаметром до 500 мм, длиной до 1000 мм, массой до 120 кг. Установки РМ-165 успешно эксплуатируют для наплавки деталей металлургического оборудования на ОАО «Днепровский меткомбинат» (Днепродзержинск), а установка ИЗРМ-5 применяется на ООО «Данко-Изол» (Докучаевск) для восстановления наплавкой колес центрифуги для разбрызгивания расплава базальта.
Рис. 5. Наплавка барабана волочильного стана на установке ИЗРМ-5
Рис. 5. Наплавка барабана волочильного стана на установке ИЗРМ-5
Использование этих установок только для восстановительной наплавки (упрочнение еще более эффективно) при работе установок в две смены позволит восстанавливать в год более 100 т малогабаритных деталей. Годовой эффект от работы одной установки, полученный от сокращения затрат на приобретение новых деталей, составит 0,8-1,0 млн. грн.
РМ-10 (рис. 6) — для наплавки прокатного инструмента диаметром до 600 мм, длиной до 2000 мм, массой 5 т. На установке можно наплавлять прокатные валки и
правильные ролики сортовых прокатных станов. Наплавляемые детали закрепляют либо в оснастке на планшайбе вращателя, либо в центрах вращателя и задней стойки. Наплавочный автомат установлен на передвигающейся вертикально и горизонтально траверсе стационарной поворотной колонны. При наплавке калиброванных роликов и валков длиной до 1000 мм для удобства наплавки детали, закрепленные в оснастке на планшайбе вращателя, можно поворачивать вверх и вниз на угол до 30°. Установка оборудована электромагнитным индуктором токов промышленной частоты для предварительного и последующего нагрева наплавляемых деталей, а также системой сбора, просева и подачи во флюсобункер наплавочного автомата отработанного флюса
Рис. 6. Наплавка сортоправильных роликов на установке РМ-10
Рис. 6. Наплавка сортоправильных роликов на установке РМ-10
для повторного использования. При средней производительности 6 т наплавленного металла в год и односменной работе установка РМ-10 позволяет получить годовую экономию более 1,5 млн. грн.
Установку РМ-10 успешно эксплуатируют на ОАО «ДМКД».
Эффективность наплавки подтверждают внедренные ОП «Реммаш» совместно с ООО «ТМ.ВЕЛТЕК» новые технологии и разработки:
разработка и внедрение новой технологии наплавки прокатных валков клети Эджера на ОАО «Запорожсталь» с применением наплавочной порошковой проволоки ВЕЛТЕК-Н550-РМ позволили увеличить срок службы валков в 3 раза;
разработка и внедрение на ОАО «Днепровский меткомбинат» новой технологии упрочняющей наплавки кернов клещевых кранов и губок стрипперного крана с использованием порошковой самозащитной проволоки ВЕЛТЕК-Н480С дали возможность увеличить срок службы кернов и губок в 4-5 раз, значительно сократить их расход и затраты, связанные с остановкой агрегатов для их замены;
разработка и внедрение на ОАО «Днепровский меткомбинат» технологии восстановления прокатных валков трубозаготовочного стана упрочняющей наплавкой с разработанной для этой цели порошковой проволокой ВЕЛТЕК-Н370-РМ позволили в два раза увеличить межремонтный период работы валков и объем прокатываемого в период между ремонтами металла, а также сократить на 10-15% количество приобретаемых новых валков;
разработка и внедрение новой технологии наплавки стальных прокатных валков на ОАО «Арселор Миттал Кривой Рог» с применением порошковой проволоки ВЕЛТЕК-Н505-РМ позволили в 2-3 раза уменьшить остановки прокатных станов для трудоемкой зачистки валков от шипов, увеличить объем прокатки одной пары валков между ремонтами на 10-20%, уменьшить в 3-4 раза трещинообразование на калибрах и глубину их проникновения, уменьшив при этом трудоемкость ремонта валков и в целом увеличив на 20-30% объем металла, прокатываемого одной парой валков до их отбраковки;
разработка и внедрение на ОАО «ДМКД» технологии восстановительной наплавки крановых колес с использованием разработанной для этой цели порошковой проволоки ВЕЛТЕК-Н350-РМ, позволили увеличить срок службы восстановленных колес в 1,5-2 раза.
Вместе с тем необходимо учитывать, что
максимальный и быстрый эффект от наплавки можно получить только в том случае, если будет достигнуто комплексное сочетание правильно выбранного наплавочного оборудования, материалов и технологий. При этом к достижению такой оптимизации можно идти независимо от технического уровня и подготовки конкретного предприятия для внедрения конкретных технологий, материалов или оборудования. Однако необходимо максимально использовать уже имеющуюся на конкретном предприятии техническую базу и оборудование для наплавки, чтобы затраты на комплексное внедрение технологии свести к минимуму. ООО «НПП Реммаш» имеет опыт различных вариантов организации работ по внедрению.
Первым таким вариантом является ситуация, при которой у предприятия, которое собирается внедрять конкретную технологию наплавки, имеются наплавочные материалы и технология, но нет требуемых или нет достаточного количества наплавочных станков. В таком случае ООО «НПП Реммаш» по техническому заданию заказчика разрабатывает и изготавливает только наплавочные станки. Таким образом решался вопрос дооснащения ОАО «АМКР» наплавочными установками РМ-УН5 с целью расширения номенклатуры и объема наплавляемых деталей и оснащения ОАО «ОГОК» установкой РМ-15 для наплавки канатных блоков.
Другим является вариант, когда перед заказчиком стоит задача повышения срока службы какой-то детали или группы деталей, а устаревшее или некомплектное оборудование и отсутствие соответствующих наплавочных материалов не позволяют это сделать. В таком случае ООО «НПП Реммаш» берет на себя модернизацию и дооснащение имеющегося у заказчика оборудования, разработку и изготовление наплавочных материалов и внедрение технологии. Примерами реализации такой схемы является комплекс работ, выполненный на ОАО «ДМКД» при восстановлении валков трубозаготовочного стана.
Третий вариант — предприятие-заказчик, имея проблемы с низким сроком службы группы деталей, заказывает разработку и изготовление необходимого наплавочного материала, беря на себя решение вопросов модернизации имеющегося у него оборудования для внедрения соответствующей технологии упрочнения или восстановления. Таким образом была разработана для ОАО «ДМКД» порошковая проволока ВЕЛТЕК-Н480С, ВЕЛТЕК-Н300-РМ и ВЕЛТЕК-Н350-РМ и вместе со специалистами комбината было модернизировано оборудование и внедрены технологии упрочнения кернов клещевых кранов, губок стриперного крана, крановых колес.
Четвертый вариант — у заказчика есть проблема, но нет ни оборудования, ни материалов, ни технологии. В таком случае ООО «НПП Реммаш» берет на себя решение всего комплекса вопросов: разрабатывает технологии, изготавливает оборудование, готовит материалы и поставляет все заказчику, оказывает помощь во внедрении. Так были выполнены работы по внедрению технологии восстановительной наплавки гребней железнодорожных колесных пар с использованием установки РМ-9 на ОАО «НЗФ» (Никополь) и технологии восстановительной наплавки колес центрифуги для разбрызгивания расплава базальта с помощью установки ИЗРМ-5 на ООО «Данко-Изол» (Докучаевск).
Во всех приведенных примерах правильная постановка задачи и хорошая организация при ее решении позволили в среднем за полгода пройти путь от постановки задачи до начала внедрения, включая разработку наплавочных установок и материалов и их изготовление. Такое оперативное решение достигалось, с одной стороны, тесной совместной работой руководства и специалистов
предприятий-заказчиков с ООО «НПП Реммаш», с другой стороны ООО «НПП Реммаш» с предприятиями — стратегическими партнерами. Стратегическими партнерами ООО «НПП Реммаш» в выполнении этих работ являлись ведущие в своих направлениях предприятия Украины. При разработке и изготовлении комплексов, станков и установок ООО «НПП Реммаш» тесно сотрудничал с украинским лидером в области механического сварочного оборудования — ОАО «Ильницкий завод механического сварочного оборудования», выступавшим в качестве соразработчика и соизготовителя нескольких установок и участвовал в комплектации практически всех установок. Для разработки и изготовления наплавочных материалов ООО «НПП Реммаш» привлекал двух ведущих украинских производителей сварочнонаплавочных материалов: ООО «ТМ.ВЕЛТЕК» — изготовителя порошковой проволоки и ООО «Доникс» — изготовителя цельнотянутой проволоки. Совместно с ООО «ТМ.ВЕЛТЕК» и во многом благодаря специалистам этого предприятия была создана высокоэффективная порошковая проволока ВЕЛТЕК-Н250-РМ, ВЕЛТЕК-Н300-РМ, ВЕЛТЕК-Н350-РМ, ВЕЛТЕК-Н500-РМ, ВЕЛТЕК-Н505-РМ, ВЕЛТЕК-Н550-РМ, которая нашла широкое применение на предприятиях для восстановления и упрочнения деталей оборудования.
Как видно из приведенной информации, потенциал наплавки далеко не исчерпан на любом промышленном предприятии, и его можно развивать, выбрав нужный вариант. При правильном выборе практически сразу обеспечивается отдача, а именно:
сокращение расходов на приобретение новых деталей в результате увеличения количества восстанавливаемых;
сокращение простоев оборудования и повышение производительности агрегатов в результате увеличения срока службы деталей;
сокращение затрат на ремонты в результате увеличения межремонтного периода работы агрегатов.
Приведенные примеры эффективности наплавки при правильной организации ее внедрения и расширения применения показывают, что уже в течение года можно окупить затраты и получить эффект за счет снижения затрат на приобретение запасных частей и сменного оборудования, увеличения срока службы деталей, сокращения простоев оборудования.