Изделия из минеральной ваты предназначены для тепловой и звуковой изоляции, без которых невозможно гражданское и промышленное строительство любого объекта. Основным сырьем являются горные породы — базальт, диабаз, доломит, известняк и в случае необходимости доменный шлак, который используется в качестве примеси. Минеральная вата производится путем вытяжки тонких волокон из расплава смеси горных пород.
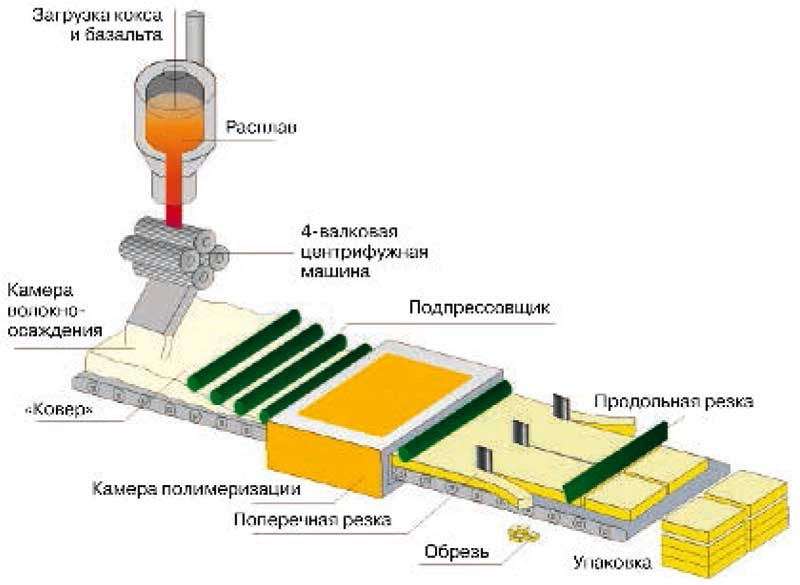
Рис. 1. Линия производства минеральной ваты
Рис. 1. Линия производства минеральной ваты
Оборудование для производства минеральной ваты и базальтового утеплителя включает стандартный набор, в состав которого входит центрифуга (рис. 1). В массивной конструкции центрифуги установлены высокооборотные шпиндельные головки с валками, охлаждаемыми водой. В зависимости от производительности линии валки вращаются со скоростью 6000 или 9000 об/мин. Расплавленный базальт с температурой 1450-1500°С подается из печи на валки центрифуги, и под воздействием центробежных сил образуются тонкие волокна минерального утеплителя. В процессе работы наиболее интенсивно изнашивается третий валок. При оптимальной температуре и очистке воды охлаждения валка его поверхность подвергается равномерному изнашиванию с формированием грибообразного подъема металла в зоне контакта с расплавом базальта. При превышении температуры воды и образовании слоя накипи на внутренней поверхности валка в зоне контакта с базальтом формируется интенсивный износ металла в виде канавки в сочетании с крупной сеткой трещин разгара (рис. 2). Характер изнашивания зависит
Рис. 2. Характерный износ поверхности третьего валка
Рис. 2. Характерный износ поверхности третьего валка
от режима охлаждения валка, химического состава минерального расплава, химического состава охлаждающей воды и химического состава упрочняющего слоя, наплавленного на рабочую поверхность валка. Ресурс работы валков на различных предприятиях находится в пределах 40-100 ч. Для упрочнения валков при последующем ремонте в мировой практике рекомендуют применять аустенитный наплавочный материал с системой легирования типа Нп-06Х20Н10Г7. В Украине и России применяют преимущественно дорогостоящие импортные сплошные проволоки различных производителей.
В 2007 г. ООО «ТМ. Велтек» и ЗАО «Изовол» (Белгород) провели комплекс совместных работ по разработке порошковой проволоки и технологии наплавки под флюсом АН26 взамен процесса наплавки импортной сплошной проволокой. В наплавленном металле не допускается присутствие дефектов в виде зашлаковок, пор и трещин. Кроме этого, наплавленный слой металла должен обладать высокой теплостойкостью, окалиностойкостью, механической прочностью при повышенных температурах. В процессе применения сплошной проволоки Нп-06Х20Н10Г7 в сочетании с флюсом АН26 ухудшается отделимость шлаковой корки, на поверхности наплавленного металла образуются шпинели и по мере увеличения температуры валка вследствие автоподогрева интенсивность этих процессов растет. Шпинели приводят к образованию межвалковых шлаковых включений, и возникает необходимость последующего ремонта дефектных мест, выявленных после механической обработки. Образование шпинелей при сварке и наплавке аустенитных материалов связано с развитием обменных реакций между минеральным расплавом и металлом валка. Высокое содержание SiO2 в составе флюса АН26 приводит к развитию обменных реакций, т. е. окислению хрома и марганца и последующему образованию хроммарганцовистых шпинелей на поверхности наплавленного металла, а
также к восстановлению кремния. Содержание кремния в наплавленном металле находится в пределах 1,2-1,5%. Металлографическими исследованиями установлено присутствие в аустенитной структуре металла по границам зерен прослоек SiO, что становится причиной образования и развития горячих трещин в процессе работы валка. Все эти негативные проявления присутствовали при использовании импортных наплавочных материалов различных производителей.
Разработана порошковая проволока ППс-ТМВ11С и достигнуто существенное снижение окисления хрома и марганца, а также снижение восстановления кремния, содержание которого в наплавленном металле составило 0,6-0,8%. Типичный химический состав наплавленного металла: 0,07%C, 0,7%Si, 6,8%Mn, 19,0%Cr, 9,5%Ni, S≤0,012%, P≤0,003%.
Рис. 3. Установка наплавки валков центрифуг
Рис. 3. Установка наплавки валков центрифуг
Автоматическая наплавка выполняется по винтовой линии с 50% перекрытием проволокой ППс-ТМВ11С диаметром 3,0 мм на режиме: I=280...300 А, U=30 В, Vн=24 м/ч (рис. 3).
При изготовлении новых валков трубная заготовка протачивается на заданный размер под последующую наплавку 2-3 слоев. В дальнейшем валок ремонтируют до 10 раз для центрифуг (6000 об/мин) с предварительной механической обработкой под наплавку. Для центрифуг, вращающихся со скоростью 9000 об/мин, валки используют один раз. Межремонтный цикл валков на центрифугах, вращающихся со скоростью 6000 об/мин, составляет 200-240 ч, а на центрифугах, вращающихся со скоростью 9000 об/мин, ограничен 100 ч в связи с существенным изменением структуры металла тела валка в зоне контакта с расплавом базальта. В целом ограничение ресурса работы валков центрифуги связано с образованием грибообразного вздутия металла в месте контакта валка с расплавом, приводящим к ухудшению волокообразования заданного диаметра и длины, увеличению процентной доли «королька» в конечной продукции, а также с изменениям структуры в пограничном слое основного и наплавленного металла.
При этом следует особо отметить тот факт, что рабочий ресурс фактически может быть доведен до 200-220 ч на первом и втором валках и 96-110 ч — на третьем и четвертом валках центрифуги.
Применение порошковой проволоки ППс-ТМВ11С диаметром 3,0 мм на центрифуге со скоростью вращения 6000 об/мин позволило перерабатывать расплав с температурой 1450-1500°С: первый-второй валок — 910 т; третий-четвертый валок — 480 т. На центрифуге со скоростью вращения 9000 об/мин: первый-второй валок — 1344 т; третий-четвертый валок — 672 т.
Рис. 4. Рабочий момент наплавки валка
Рис. 4. Рабочий момент наплавки валка
В процессе наплавки наблюдается самопроизвольное отделение шлаковой корки, малая волнистость гладкой поверхности наплавленного металла, отсутствие дефектов в виде пор, зашлаковок и трещин (рис. 4). Начиная с 2007 г., после завершения отработки проволоки и по настоящее время со стороны потребителей претензий к качеству проволоки и наплавленных валков не было.
Разработанная порошковая проволока марки ППс-ТМВ11С по своим характеристикам превосходит зарубежные аналоги. Ее стоимость в 2,0-2,2 раза ниже зарубежных
аналогов. Применение проволоки этой марки обеспечивает гарантированное бездефектное качество наплавленного металла. Наплавленный металл обладает высокой стойкостью к разгару, жаростойкостью и окалиностойкостью, что позволило увеличить рабочий ресурс работы центрифуги на 10-20% по сравнению с зарубежными аналогами. Сварочная проволока ППс-ТМВ11С внедрена и успешно применяется уже более 6 лет на ЗАО «ЗНОиМ» (Белгород).