Новая порошковая проволока, обеспечивающая
эффект деформационного упрочнения
наплавленного металла
при эксплуатации
Л. С. МАЛИНОВ, д-р техн. наук, В. Л. МАЛИНОВ, канд. техн. наук (Приазов. гос. техн. ун-т, г. Мариуполь),
Л. Н. ОРЛОВ, канд. техн. наук, А. А. ГОЛЯКЕВИЧ, инж. (ООО «ТМ ВЕЛТЕК», г. Киев)
В настоящее время проблема ресурсосбережения
приобретает все большую актуальность. Одним
из направлений ее решения является повышение
долговечности деталей, восстанавливаемых автоматической электродуговой наплавкой, в частности, тяжелонагруженных колес кранов металлургических цехов. Значительное повышение ресурса
восстанавливаемых деталей достигается с помощью наплавочных материалов. Благодаря им
обеспечивается получение в наплавленном металле структуры сильноупрочняющегося метастабильного аустенита, который превращается в мартенсит под влиянием деформации при нагружении
в процессе эксплуатации, что классифицируется
как эффект самозакалки при нагружении [1]. Первые наплавочные материалы, обеспечивающие
получение в наплавленном металле метастабильного аустенита, разработаны М. И. Разиковым с
коллективом сотрудников в начале 1960-х годов
[2] на основе кавитационностойкой стали
30Х10Г10, созданной И. Н. Богачевым и Р. И.
Минцем [3]. Эти наплавочные материалы применяли главным образом для повышения долговечности деталей гидроагрегатов, а позднее для наплавки различных быстроизнашивающихся деталей, работающих в условиях сухого трения, в частности, крановых колес. Особенностью наплавки
такими материалами является то, что при несоблюдении ряда условий может произойти охрупчивание наплавленного слоя из-за образования
аустенитно-мартенситной структуры, которая характеризуется высокой твердостью. С целью исключения этого наплавку следует выполнять при
относительно малых значениях тока, напряжения
на дуге, но с повышенной скоростью, образованием узких валиков, их прерывистостью, что
значительно усложняет технологию. Кроме того,
наплавленный металл плохо обрабатывается резанием [4] вследствие интенсивного образования
мартенсита под воздействием инструмента (мартенсит деформации). В условиях трения при высоком давлении износостойкость высоколегированного наплавленного металла системы Fe–Cr–Mn в значительной степени определяется способностью к упрочнению самого аустенита, которая
зависит от содержания в нем углерода и интенсивности образования мартенсита деформации
[5]. Важно отметить, что за счет выбора рационального состава наплавочного материала и режима термообработки после наплавки, можно оптимизировать развитие мартенситного превращения при нагружении, поскольку в этом случае
удается достичь наиболее высокого уровня износостойкости наплавленных деталей.
Разработана новая порошковая проволока
ВЕЛТЕК-Н285С (Fe–Cr–Mn), которая в значительной степени лишена указанных недостатков.
Соотношение углерода, хрома и марганца выбрано таким, что непосредственно после наплавки
достигается повышенная стабильность аустенита
наплавленного металла по отношению к γ→α’’-превращению по сравнению с известными наплавочными материалами данного типа. По этой
причине существенно упрощается технология
наплавки и улучшается обрабатываемость резанием, что способствует более широкому применению разработанной порошковой проволоки. Необходимая интенсивность протекания деформационного мартенситного превращения при эксплуатации достигается в результате термообработки, которая осуществляется после наплавки
для снятия внутренних напряжений.
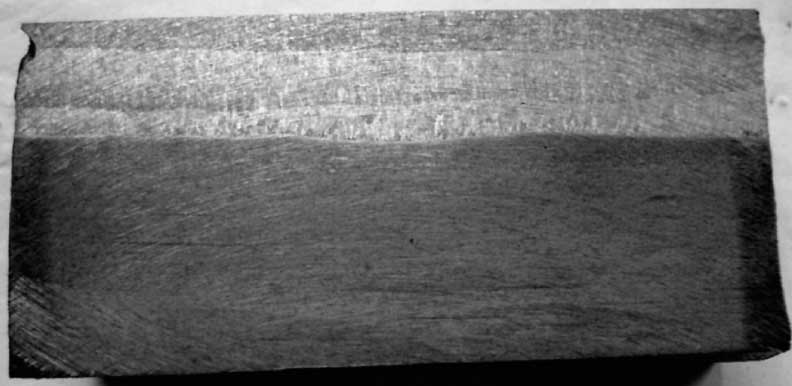
Рис. 1. Макроструктура (X16) наплавленного металла, полученного при использовании новой порошковой проволоки
Рис. 1. Макроструктура (X16) наплавленного металла, полученного при использовании новой порошковой проволоки
Оптимальный режим наплавки проволокой диаметром 3,6 мм следующий: I = 350…400 А; Uд = 35…40 В; νн = 40…45 м/ч. Использовали флюсы АН-26 и REKORD SK EN-760. При этом обеспечивается хорошее формирование слоев наплавленного металла и соединение их между собой,
а также с основным металлом. Непровары, шлаковые включения и трещины отсутствуют (рис. 1).
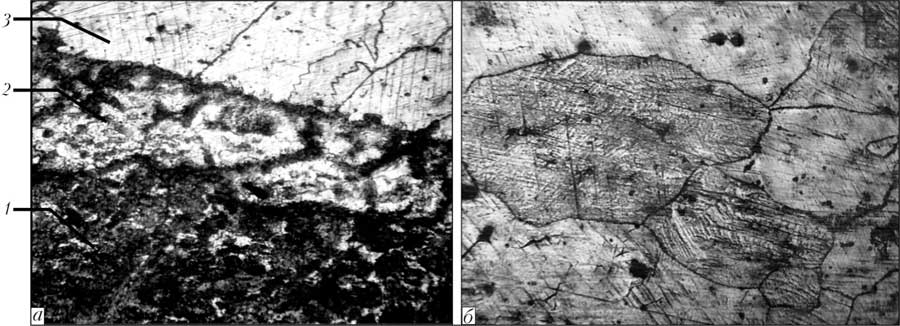
Отделимость шлаковой корки хорошая. При наплавке разработанной порошковой проволокой
слои наплавленного металла имеют аустенитную
структуру с дисперсными карбидами, которые
располагаются внутри зерен (рис. 2). Микротрещины в наплавленном металле не образуются.
Вблизи линии сплавления с основным металлом
(сталь 65Г) обнаружена структура аустенита с трооститной сеткой. Основной металл вблизи линии
сплавления имеет трооститную структуру.
Рис. 2. Микроструктуры (X550) металла, наплавленного разработанной порошковой проволокой: а — основной металл и переходной слой (1 — основной металл — троостит; 2 — переходной слой — аустенит с трооститной сеткой; 3 — наплавленный аустенитный слой); б — аустенитная структура поверхностного слоя
Рис. 2. Микроструктуры (X550) металла, наплавленного разработанной порошковой проволокой: а — основной металл и переходной слой (1 — основной металл — троостит; 2 — переходной слой — аустенит с трооститной сеткой; 3 — наплавленный аустенитный слой); б — аустенитная структура поверхностного слоя
Измерения твердости по сечению показали,
что вблизи поверхности наплавленного металла
она составляет НВ 217…220, в средней части —
НВ 230…240, а у переходной зоны увеличивается
до НВ 280…300, что является следствием перераспределения углерода, хрома и марганца в зоне
сплавления с основным металлом.
Как следует из результатов испытаний, износостойкость металла, наплавленного разработанной порошковой проволокой, при трении скольжения по схеме колодка–ролик и абразивном воздействии практически не отличается от таковой
при наплавке проволокой Нп-30Х10Г10Т (ГОСТ
10543–98) и значительно превышает ее при использовании проволок ПП-Нп-18Х1Г1М (ПП-АН120) (ГОСТ
26101–84), Св-12Х13 и Св-06Х18Н9Т (ГОСТ 224–70) (таблица). Применение разработанной порошковой проволоки системы Fe–Cr–Mn обеспечивает получение структуры метастабильного, значительно упрочняющегося при наклепе аустенита.
Степень его упрочнения такая же, как и при использовании проволоки Нп-30Х10Г10Т, но максимальная твердость достигается за время в
1,5…2,0 раза большее, что обусловлено меньшей
интенсивностью деформационного мартенситного превращения при применении новой проволоки. Следствием этого является более длительное
протекание процесса релаксации напряжений наряду с упрочнением, что затрудняет образование
и развитие трещин [6]. После отжига при температуре 600 °С, применяемого после наплавки
для снятия внутренних напряжений, в аустените
обнаруживается множество дисперсных карбидов,
которые также способствуют повышению износостойкости. Согласно данным рентгеновского
анализа, содержание мартенсита деформации на
изнашиваемой поверхности после отжига наплавленного металла в 1,5…2,0 раза больше, чем без
него (30…35 мас. %), что свидетельствует о его
частичной дестабилизации.
Длительные промышленные испытания крановых колес, наплавленных разработанной порошковой проволокой, обеспечивающей эффект самозакалки при эксплуатации, подтвердили результаты лабораторных исследований и показали увеличение долговечности этих деталей более чем
в 3 раза по сравнению с колесами, восстановленными применяемой в промышленности проволокой ПП-Нп-18Х1Г1М (ПП-АН120). Достигнутый результат был аналогичен полученному при использовании проволоки Нп-30Х10Г10Т, однако новый
материал обеспечивает также несомненные технологические преимущества при наплавке. Измерение твердости рабочей поверхности колес, наплавленных новой порошковой проволокой, показало, что в процессе эксплуатации она возросла
с HB 217…220 до 450…470. Это свидетельствует
о реализации эффекта самозакалки в наплавленном металле в процессе работы колес, и обеспечивающей им повышение долговечности. При
увеличении износостойкости крановых колес не
происходит повышенного износа рельсов.
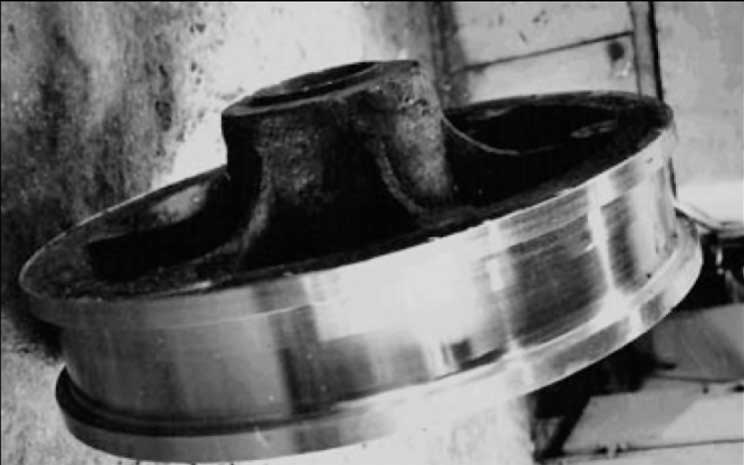
Рис. 3. Внешний вид наплавленного и обработанного колеса
Рис. 3. Внешний вид наплавленного и обработанного колеса
Проведение механической обработки восстановленных новой порошковой проволокой крановых колес с использованием инструмента, оснащенного твердыми сплавами, технических
трудностей не вызывает. На рис. 3 представлен
внешний вид наплавленного и обработанного колеса. Следует заметить, что наплавленный новой
проволокой металл обрабатывается труднее, чем
при использовании проволоки ПП-Нп-18Х1Г1М (ПП-АН120).
По степени обрабатываемости он близок к металлу, наплавленному проволокой Св-06Х18Н9Т.
Таким образом, разработанная порошковая проволока, обеспечивающая получение в наплавленном
металле структуры метастабильного аустенита, упрочненного дисперсными карбидами, отличается
хорошей технологичностью при наплавке. Использование новой порошковой проволоки благодаря
эффекту самозакалки при эксплуатации позволяет
существенно повысить долговечность восстанавливаемых деталей.
Разработанный наплавочный материал может
иметь широкий спектр применения. Его можно
использовать не только для восстановления крановых колес, но и колес железнодорожного подвижного состава предприятий, вагонеток, применяемых в карьерах, различного рода роликов,
цапф сталеразливочных ковшей, быстроизнашивающихся изделий, работающих в слабоагрессивных средах, например, плунжеров гидропрессов,
клапанов запорной арматуры и многих других
изделий, восстанавливаемых в настоящее время
низкоуглеродистыми наплавочными материалами
различной степени легирования. Экономическая
эффективность в данном случае определяется затратами (материальными, энергетическими, трудовыми, простоями оборудования), которые значительно превышают стоимость применяемой проволоки.



 наплавленного металла, полученного при использовании новой порошковой проволоки")
 металла, наплавленного разработанной порошковой проволокой: а — основной металл и переходной слой (1 — основной металл — троостит; 2 — переходной слой — аустенит с трооститной сеткой; 3 — наплавленный аустенитный слой); б — аустенитная структура поверхностного слоя")