Наплавка порошковой проволокой находит значительное применение во многих отраслях промышленности и, прежде всего, в ремонтных работах. Наибольшим производителем порошковых проволок для наплавки в Украине в настоящее время является предприятие ООО «ТМ.ВЕЛТЕК». В данной работе описаны разработки этого предприятия и опыт использования их при ремонтной наплавке валков прокатных станов, роликов МНЛЗ. кранов колес, а также роликов правильных машин и ответственных деталей гидрокрепей горно-шахтного оборудования.
Первые порошковые проволоки для электродуговой наплавки были разработаны в 1950-х годах в
ИЭС им. Е. О. Патона [1]. В последующие годы в
силу универсальности, простоты и экономичности
технологии изготовления этот тип электродных
материалов для дуговой наплавки получил значительное распространение в различных отраслях
промышленности [2-4]. При этом большинство
марок порошковых проволок различного назначения были разработаны в ИЭС им. Е. О. Патона
и изготавливались экспериментальным производством ИЭС и Опытным заводом сварочных материалов ИЭС [5-7]. В 1990-е и последующие годы
производство порошковых проволок для сварки и
наплавки в Украине освоил ряд новых фирм, появились на рынке Украины и порошковые проволоки иностранных фирм.
В данной статье описан опыт применения в
различных отраслях промышленности порошковых проволок, которые разработаны и изготавливаются ООО «ТМ.ВЕЛТЕК».
Наплавка валков прокатных станов. Ремонтные службы металлургических комбинатов Украины для наплавки стальных валков прокатных
станов различного назначения применяют электродуговую наплавку порошковыми проволоками ПП-Нп-35В9Х3СФ, ПП-Нп-25Х5ФМС, ПП-Нп-30Х4В2М2ФС (ПП-АН132),
ПП-Нп-30Х2М2ФН (ПП-АН147) и т. д. [1, 2, 6]. Основными причинами
выхода из строя стальных валков горячей прокатки являются окислительное и
абразивное изнашивание и термическая
усталость. В значительной мере такой износ рабочей поверхности валка связан со
структурным состоянием металла и морфологией его структурных составляющих
[8, 9].
Для наплавки валков блюминговых станов
ООО «ТМ.ВЕЛТЕК» предложена порошковая
проволока ВЕЛТЕК-Н505-РМ (система легирования
Fe-C-Si-Mn-W-Cr-Mo-Ni-V). Существующие
методики испытания на термическую стойкость,
теплостойкость и изнашивание при высоких температурах не позволяют достоверно оценить стойкость наплавленного металла того или иного типа
непосредственно в условиях прокатки. Были проведены натурные испытания валков прокатного
стана НЗС-730 цеха «Блюминг-1» КГМК «Криворожсталь», наплавленных порошковыми проволоками ПП-Нп-35В9Х3СФ и ВЕЛТЕК-Н505-РМ(Fe-C-Si-Mn-W-Cr-Mo-Ni-V).
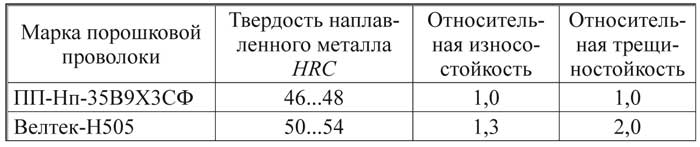
Усредненные показатели относительной износостойкости и относительной стойкости против
образования трещин разгара наплавленных валков
прокатного стана НЗС-730 приведены в табл. 1.
По сравнению с проволокой ПП-Нп-35В9Х3СФобразование и развитие трещин разгара по глубине их проникновения снижено в 2…4 раза [10],
что существенно снижает глубину проточки при
ремонте валков.
Таблица 1. Износостойкость и трещиностойкость наплавленных
валков прокатного стана НЗС-730 цеха «Блюминг-1» КГМК «Криворожсталь»
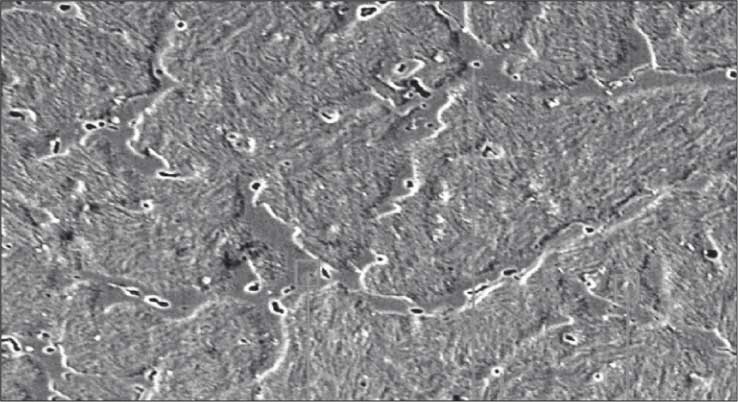
Исследовали микроструктуру наплавленного
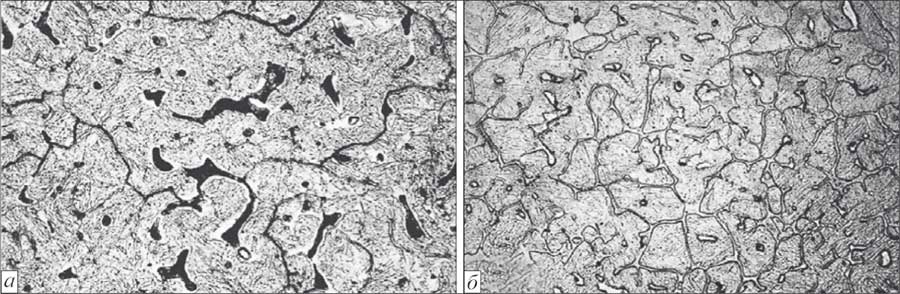
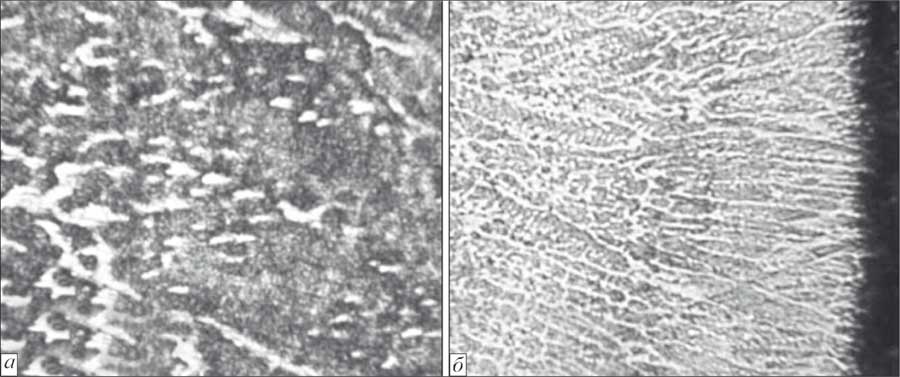
металла обоих типов. Структура металла, наплавленного проволокой ПП-Нп-35В9Х3СФ, представляет крупноигольчатый мартенсит с островками остаточного аустенита и протяженных прослоек карбидных эвтектик по границам первичных аустенитных зерен (рис. 1, а). В теле зерен и на их границах наблюдаются карбиды хрома, вольфрама и дисперсные карбиды ванадия.
Металл, наплавленный проволокой ВЕЛТЕК-Н505-РМ, имеет преимущественно структуру
мелкоигольчатого мартенсита с оторочками остаточного аустенита по границам первичных зерен.
Внутри зерен также наблюдаются равномерно
распределенные карбиды хрома, вольфрама, молибдена и ванадия (рис. 1, б).
Рис. 1. Микроструктура (×500) металла, наплавленного проволокой: а — ПП-Нп-35В9Х3СФ; б — Велтек-Н505
Рис. 1. Микроструктура (×500) металла, наплавленного проволокой: а — ПП-Нп-35В9Х3СФ; б — Велтек-Н505
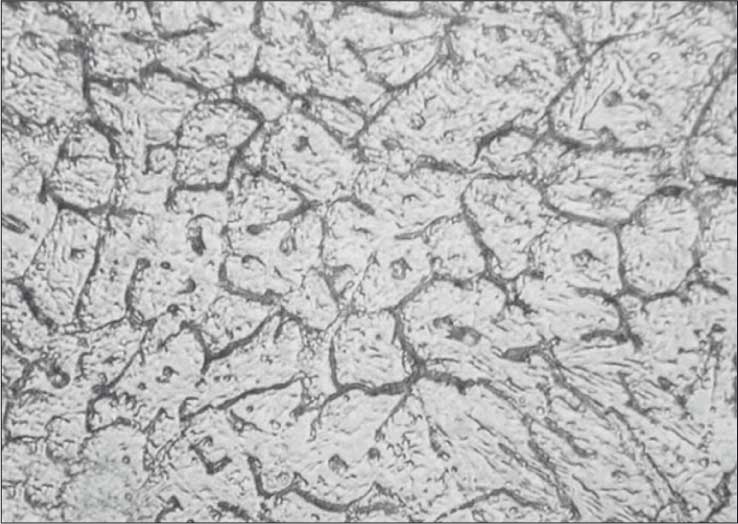
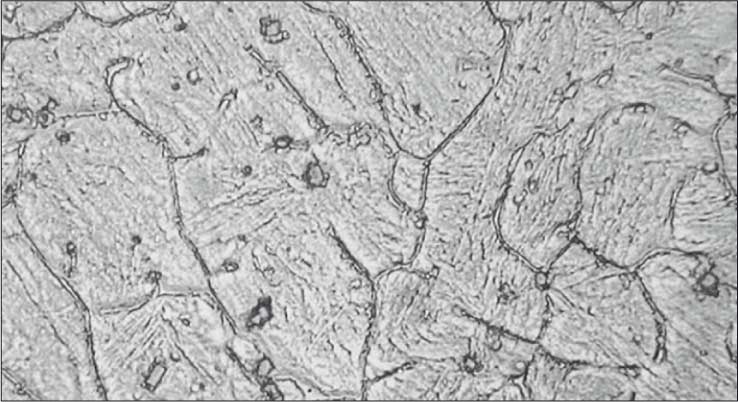
Для наплавки валков первой и второй клетей трубопрокатного стана ТПА 30-102 Никопольского завода бесшовных труб ЗАО «Нико Тьюб» предложена порошковая проволока ВЕЛТЕК-Н480НТ (система
легирования Fe-C-Si-Mn-Cr-V-Mo-W). Структура
металла, наплавленного этой проволокой, состоит
из мелкоигольчатого мартенсита, остаточного аустенита по границам зерен и мелких образований в
теле зерен (рис. 2). Карбидных выделений по границам зерен мало. Дисперсные карбиды равномерно
распределены в теле зерен и по их границам. Твердость наплавленного металла HRC 50...56.
Рис. 2. Микроструктура (×1000) металла, наплавленного проволокой Велтек-Н480НТ
Валки первой клети, наплавленные порошковой проволокой ВЕЛТЕК-Н480НТ. были извлечены
из стана после прокатки 5000 т труб. Износ по дну
калибра составил 0,3…0,5 мм. Состояние поверхности калибров валков удовлетворительное, поверхность гладкая и трещины отсутствуют. Износ
валков второй клети составил 1,5…2,0 мм после
прокатки 8790 т труб. Ресурс валков второй клети
повышен с 1200 до 8000 т проката труб.
Наплавка роликов МНЛЗ. Отечественный
[11-14] и мировой опыт показывают, что для наплавки рабочего слоя роликов МНЛЗ преимущественно используются следующие системы
легирования: Fe-C-Cr (преимущественно для прямолинейных участков МНЛЗ); Fe-Cr-Ni-Mo-N и
Fe-С-Cr-Ni-Mo-V-Nb (преимущественно для
криволинейных участков МНЛЗ).
Для наплавки роликов МНЛЗ ООО «ТМ.ВЕЛТЕК» предложены порошковые проволоки ВЕЛТЕК-Н470 (для наплавки под флюсом) и ВЕЛТЕК-Н470 (для наплавки в смеси защитных газов) системы легирования
Fe-С-Cr-Ni-Mo-V-Nb-N.
При изготовлении и ремонте роликов на ММК
им. Ильича, Азовсталь (г. Мариуполь), НКМЗ
(г. Краматорск) применяют технологию наплавки
порошковой проволокой ВЕЛТЕК-Н470 диаметром
3,0…3,6 мм под флюсами АН-20 или АН-26 по
винтовой линии одиночной дугой, без колебаний
и с поперечными колебаниями. Старокраматорский машиностроительный завод (г. Краматорск)
выполнял наплавку роликов МНЛЗ порошковой
проволокой ВЕЛТЕК-Н470 диаметром 2,0 мм в
смеси защитных газов 82 % Ar + 18 % CO2.
Твердость наплавленного металла после чистовой обработки составляет HRC 44…48 и соответствовала техническому заданию заказчика.
Структура наплавленного металла представляет
низкоуглеродистый мелкоигольчатый мартенсит,
Рис. 3. Микроструктура (×1000) металла, наплавленного проволокой Велтек-H470 (объемная доля δ-феррита 5,2 %, твердость после наплавки HRC 42...46
Рис. 3. Микроструктура (×1000) металла, наплавленного проволокой Велтек-H470 (объемная доля δ-феррита 5,2 %, твердость после наплавки HRC 42...46
упрочненный дисперсными карбидами и нитридами (рис. 3). На МК «Азовсталь» (г. Мариуполь)
изготовительная и ремонтная наплавка указанными порошковыми проволоками обеспечила наработку роликов радиального участка 3000 плавок и
прямолинейного участка — 7500 плавок при объеме одной плавки 175 т.
Наплавка крановых колес. Для наплавки
крановых колес, как правило, применяются наплавочные материалы, обеспечивающие получение наплавленного металла типа низколегированных сталей 18Х1Г1М или 30ХГСА. Однако при
наплавке тяжелонагруженных колес кранов, которые эксплуатируются на металлургических предприятиях, эти материалы не обеспечивают необходимый ресурс эксплуатации.
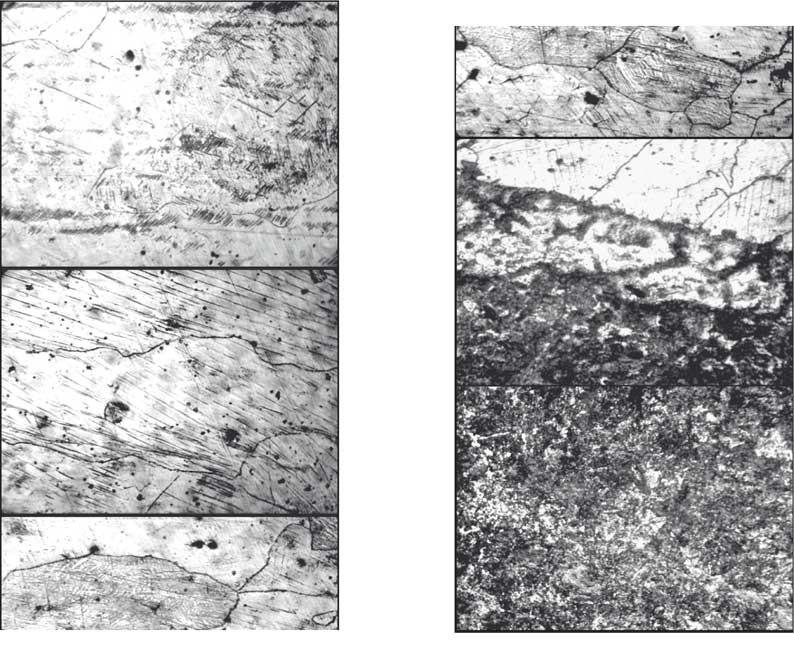
Рис. 4. Микроструктура (×550) слоев металла от поверхности к основному металлу (сверху вниз), наплавленных порошковой проволокой Велтек-Н285.01
Рис. 4. Микроструктура (×550) слоев металла от поверхности к основному металлу (сверху вниз), наплавленных порошковой проволокой Велтек-Н285.01
Повышение износостойкости деталей подобного типа можно достичь при использовании наплавочных материалов, обеспечивающих получение
наплавленного металла со структурой метастабильного аустенита, претерпевающего превращение в мартенсит под влиянием деформаций, возникающих при нагружении детали в процессе
эксплуатации [15-18].
На ММК им. Ильича (г. Мариуполь) для наплавки тяжелонагруженных крановых колес
предложено применить порошковую проволоку
ВЕЛТЕК-Н285.01 (система легирования Fe-C-Cr-Mn-Мо-V). В наплавленном металле этого типа
формируется структура метастабильного аустенита, сильно упрочняющегося при наклепе (рис.
4). После отпуска при 600 °С, применяемого для
снятия внутренних напряжений, наблюдаются выделения дисперсных карбидов хрома, ванадия и
молибдена. Результатом обеднения зерен матрицы
углеродом и легирующими элементами, интенсифицируется деформационное мартенситное превращение, что приводит к существенному повышению износостойкости металла наплавленной
поверхности катания колеса. По данным рентгеноструктурного анализа на наплавленной поверхности колеса после отжига объемная доля мартенсита увеличилась в 1,5…2,0 раза и составляет
30…35 об. %. Твердость металла после наплавки
НВ 217...220, а после наклепа НВ 380...410.
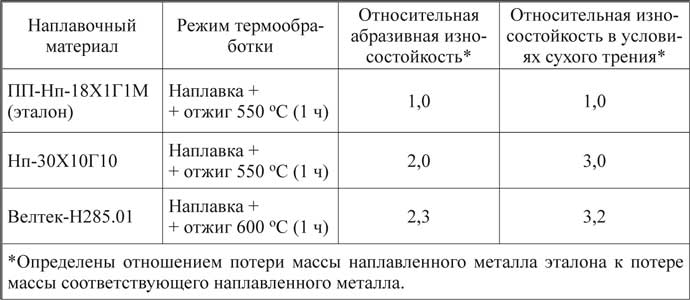
По данным лабораторных испытаний при трении скольжения по схеме колодка-ролик и абразивном воздействии наиболее высокая износостойкость получена при наплавке порошковой
проволокой ВЕЛТЕК-Н285.01 (ПП-Нп-14Х12Г12МФ) (табл. 2). Реализовано два варианта технологии наплавки крановых колес: 1 — наплавка
реборд и поверхности катания проволокой ВЕЛТЕК-Н285.01 и 2 — наплавка поверхности катания
проволоками Нп-30ХГСА или ПП-Нп-18Х1Г1М (ПП-АН120) и
реборды — ВЕЛТЕК-Н285.01. Достигнуто повышение ресурса крановых колес в 3 раза, что позволяет предприятиям существенно снизить затраты на
эксплуатацию кранов.
Наплавка роликов правильных машин. Ролики правильных машин традиционно изготавливаются из стали 90Х1 с поверхностной термической обработкой (ТВЧ или ТПЧ). В процессе
наплавки на сталь 90Х1 требуется высокая температура подогрева 400…450 °С и стабильность ее
поддержания по всей длине детали из-за высокой
склонности стали 90Х1 к образованию горячих и
холодных трещин. Однако жесткие условия работы этих роликов, особенно при правке листового
и сортового проката из легированных марок стали окалиной приводят к преждевременному выходу их из строя. Недостаточная стойкость роликов
правильных машин из стали 90Х1 с поверхностной закалкой даже при обеспечении достаточно
высокой твердости (HRC 61...63) объясняется недостаточным количеством упрочняющих фаз (карбидов, карбонитридов) в структуре металла этих
роликов и недостаточной толщиной закаленного
слоя (от 1,5 до 5 мм). Кроме того, ролики правильных машин их стали 90Х1 до сих пор никто не ремонтировал из-за неудовлетворительной свариваемости этой марки стали.
Эффективное технологическое решение этой
проблемы предложено ООО «Восстановление»
(г. Липецк) и ООО «ТМ. ВЕЛТЕК» (г. Киев). Ролики предлагается изготавливать из объемнотермообработанной стали 40Х, а их наплавку выполнять с использованием порошковых проволок
WT550.01-F (Fe-C-W-Mo-Cr-V) и WT545-F (Fe-C-Mo-Cr-V-Ni). Твердость наплавленного слоя при этом составляет HRC 57...60.
Рис. 5. Микроструктура (а — ×1000, б — ×100) металла рабочего слоя ролика, наплавленного порошковой проволокой Велтек-Н545
Рис. 5. Микроструктура (а — ×1000, б — ×100) металла рабочего слоя ролика, наплавленного порошковой проволокой Велтек-Н545
Высокая износостойкость и твердость рабочей
поверхности роликов достигается за счет формирования мартенситной структуры, упрочненной дисперсными карбидами, а также уменьшением величины зерна первичной структуры за счет выполнения
процесса наплавки проволокой диаметром 2,0 мм на
режимах, оптимально сочетающих производительность и тепловложение (рис. 5). Процесс наплавки выполняли на постоянном
токе обратной полярности под
флюсом АН-26п на режиме: Iд
= 260…280 А. Uд = 30 В, νсв =
28…30 м/ч.
Ролики правильных листовых машин с диаметром бочки
190, 230, 250, 360 мм, восстановленные по новой технологии, обеспечили для ОАО «Выксунский металлургический
завод» повышение срока службы в 3…4 раза по сравнению
с новыми роликами из стали
90Х1 с поверхностной закалкой.
Кроме того, стоимость ремонта
этих роликов по новой технологии составила менее половины
стоимости новых, изготовленных из стали 90Х1.
Наплавка штоков и плунжеров гидрокрепей горно-шахтного оборудования.
Штоки и плунжеры гидрокрепей в процессе изготовления
подвергаются хромированию.
В процессе эксплуатации они
подвергаются коррозии и абразивному изнашиванию. Совместно с отделом коррозии Физико-механического института им. Г. В.
Карпенко НАН Украины (г. Львов) проведены исследования влияния химического состава наплавленного металла на развитие процесса коррозии
[19, 20]. Причиной коррозии является образование
карбидов хрома Cr23C6 по границам зерен металла в зоне термического влияния. Дополнительное Рис. 6. Микроструктура (×1000) металла упрочняющего слоя, наплавленного проволокой Велтек-Н425
легирование наплавленного металла обеспечило
получение металла со структурой мартенситностареющей стали, в котором в процессе сварки и
термической обработки образуются интерметаллиды, приводящие к дополнительному упрочнению металла и значительному снижению вероятности образования карбидов хрома Cr23C6 по
границам зерен (рис. 6).
По результатам исследований оптимизирована система легирования Fe-C-Mn-Si-Cr-Ni-Mo-V порошковых проволок ВЕЛТЕК-Н425, ВЕЛТЕК-Н425-1, ВЕЛТЕК-Н425-2, отличающихся
коррозионной стойкостью наплавленного металла
в подземных водах различной агрессивности.
Совместно со специалистами завода ЗАО
«НПП Спецуглемаш» (г. Горловка) разработана
технология двухслойной наплавки проволокой ВЕЛТЕК-Н425 диаметром 2,0 мм под флюсом АН-26п
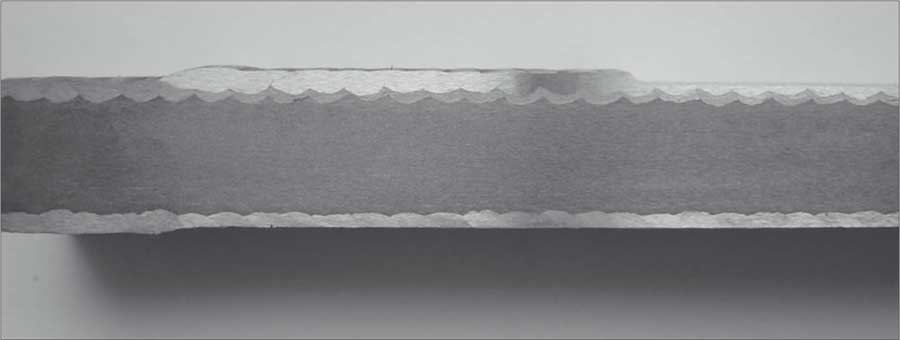
(рис. 7). Толщина наплавленного слоя составляет
3,0…3,5 мм с учетом припуска на механическую
обработку 1,5 мм. В период 2005-2010 г.г с специалистами завода ЗАО «НПП Спецуглемаш» (г. Горловка) успешно выполнялись работы по наплавке
штоков и плунжеров клетей отечественного и зарубежного производства М88, МТ, 1КД80, 3КД90,
3КД90Т, 1М103, ДМ «Глинник», «Фазос», узлов
секций крепи MVPO, а также работы по изготовлению новых крепей КГУМ, 1М103, КТС, секций
ОПК, стоек СПГ 4000, СШ2.00.000. В зависимости от объема заказов потребление наплавочной
порошковой проволоки находилось в пределах
7…12 т в месяц.
Рис. 7. Макрошлиф фрагмента плунжера (после наплавки)
Рис. 7. Макрошлиф фрагмента плунжера (после наплавки)
В заводских условиях успешно применена ремонтная наплавка порошковой проволокой деталей ответственного оборудования. За счет повышения износостойкости рабочих поверхностей
достигнуто повышение ресурса оборудования и
экономия средств на его ремонт и эксплуатацию.



 металла, наплавленного проволокой: а — ПП-Нп-35В9Х3СФ; б — Велтек-Н505")
 металла, наплавленного проволокой Велтек-Н480НТ")
 металла, наплавленного проволокой Велтек-H470 (объемная доля δ-феррита 5,2 %, твердость после наплавки HRC 42...46")
 слоев металла от поверхности к основному металлу (сверху вниз), наплавленных порошковой проволокой Велтек-Н285.01")
 металла рабочего слоя ролика, наплавленного порошковой проволокой Велтек-Н545")
 металла упрочняющего слоя, наплавленного проволокой Велтек-Н425")
")