Дуговая наплавка самозащитной порошковой проволокой в ОАО «ДМК»
В. И. Титаренко, ЧНПКФ «РЕММАШ» (Днепропетровск), А. А. Голякевич, Л. Н. Орлов,
канд. техн. наук, 000 «ТМ.ВЕЛТЕК» (Киев), Ю. М. Гитин, ДМК им. Дзержинского (Днепродзержинск)
Самозащитная порошковая проволока имеет ряд преимуществ перед другими наплавочными материалами: нет необходимости в дополнительной защите в виде флюса или газа, реализация процесса наплавки проволокой малого диаметра более технологична, что в ряде случаев расширяет технологические возможности восстановительной наплавки внутренних и наружных поверхностей цилиндрических деталей малого диаметра, есть возможность визуального контроля за процессом наплавки. Самозащитную порошковую проволоку легко адаптировать к применяемому на предприятиях оборудованию, поэтому не требуются дополнительные финансовые вложения на приобретение специализированного оборудования. В связи с ограниченностью оборотных фондов перед ремонтными службами стоит задача поддержания работоспособности оборудования при минимальных затратах. Решению этой задачи способствует применение для дуговой наплавки взамен покрытых электродов самозащитной порошковой проволоки.
В ОАО «ДМК» (Днепродзержинск) было предложено выполнить восстановительную наплавку роликов МНЛЗ самозащитной
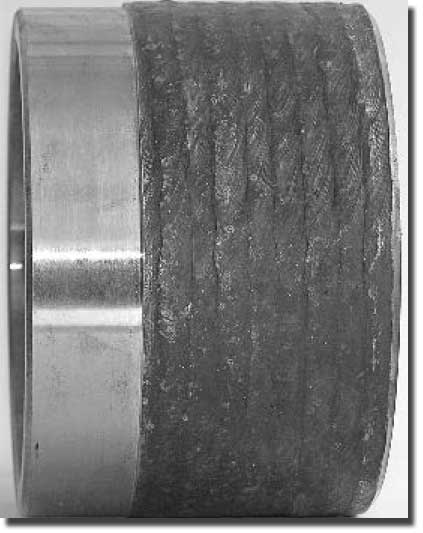
порошковой проволокой ВЕЛТЕК-Н470С диаметром 2,4 мм с системой легирования C-Si-Mn-Cr-Ni-Mo-V-Nb. Ролики МНЛЗ изготовлены из стали 40Х и представляют собой полую деталь диаметром 140 мм и менее. Наплавку под флюсом и в защитном газе нельзя было применить из-за отсутствия соответствующей комплектации на имеющейся наплавочной установке МКПН-2, модернизированной под наплавку самозащитной порошковой проволокой. Наплавку выполняли в два слоя на режиме: Iсв=240-260 А, Uд=28 В, Vсв=30-34 м/ч. Выбор наплавочного материала основан на имеющемся девятилетием положительном опыте применения на ММК им. Ильича (Мариуполь) порошковой проволоки ВЕЛТЕК-Н470 с аналогичной системой легирования для наплавки роликов МНЛЗ под флюсом АН-20С. Сопоставительные испытания с зарубежными аналогами, проведенные на НКМЗ (Краматорск) показали, что по техническим характеристикам наплавленного металла (структурное состояние, твердость, теплостойкость, разгаростойкость, износостойкость) ВЕЛТЕК-Н470 не уступает проволокам ОК 15.73 (ESAB), 4142MM-S HC (Welding Alloys). Эксплуатация опытной партии валков, наплавленных проволокой ВЕЛТЕК-Н470 диаметром 2,4 мм на предприятии «Северсталь» (Череповец), показала, что ресурс роликов находится на уровне зарубежных аналогов. Срок службы роликов, наплавленных самозащитной проволокой в ОАО «ДМК» (рисунок), увеличился в четыре раза.
Самозащитную порошковую проволоку ВЕЛТЕК-Н250-РМ диаметром 1,6-3,0 мм успешно применяют при восстановлении подушек прокатных клетей и ножниц, шпинделей и муфт приводов прокатных валков, звездочек, втулок, валов, ступиц, и др. По своим характеристикам она не уступает известной порошковой проволоке UTP DUR 250-FD (Bohler).
Фрагмент ролика МНЛЗ диаметром 140 мм, наплавленный порошковой проволокой ВЕЛТЕК-Н470С
Фрагмент ролика МНЛЗ диаметром 140 мм, наплавленный порошковой проволокой ВЕЛТЕК-Н470С
Взамен наплавки электродами Т-590 и Т-620 предложена механизированная наплавка самозащитной порошковой проволокой ВЕЛТЕК-Н480С диаметром 2,0 мм с системой легирования C-Cr-W-Mо-V-Ti кернов клещевых кранов и губок стрипперного крана. Данные детали в процессе эксплуатации испытывают ударные и сжимающие нагрузки в условиях высоких температур. Керны контактируют с металлом, разогретым до 800-1250 °С, и подвергаются периодическому охлаждению в баках с водой. Металл, наплавленный проволокой диаметром 2,4 мм, имеет твердость после наплавки 50-54 НДСэ, горячую твердость 40-44 HRCэ при 600 °С и высокую стойкость к трещинообразованию (100 термоциклов до появления первой трещины). Наплавку выполняли полуавтоматом ПДО-517 с источником питания ВДУ506 на режиме Iсв=240...260 А, Uд=24...26 В. На специальной установке, разработанной и изготовленной ЧНПКФ «РЕММАШ», можно устанавливать под наплавку одновременно 30 заготовок кернов. Время наплавки одного керна составляет 1,5-2,0 мин. Применение механизированной наплавки проволокой ВЕЛТЕК-Н480С позволило повысить эффективность использования наплавочного материала, снизить затраты на ремонт и повысить срок службы кернов в 4-5 раз.
Для наплавки деталей, подвергающихся абразивному износу в сочетании с умеренными ударами, традиционно используют порошковую проволоку ПП-Нп-80Х20Р3Т (ПП-АН170) и электроды Т620. Наплавку выполняют 1-2 слоями. При выполнении многослойной наплавки (более двух слоев) проявляется склонность к трещинообразованию и сколам. В то же время для восстановления отдельных деталей необходима многослойная наплавка 4-5 слоями с целью повышения межремонтного ресурса детали. Для решения данной задачи предложены самозащитные порошковые проволоки ВЕЛТЕК-Н600 (C–Cr–Mo–V–Nb–Ti–B), ВЕЛТЕК-Н620 (C–Cr–Mo–V–Ti–B), которые позволяют выполнять многослойные наплавки до пяти слоев без образования трещин, обеспечивают твердость наплавленного металла 56-63 HRCэ. Наплавленный металл обладает хорошей износостойкостью при повышенных температурах до 600 °С. Износостойкость рабочего слоя детали повысилась на 30-50% по сравнению с износостойкостью при применении проволоки ПП-Нп-80Х20Р3Т (ПП-АН170). Проволоки выпускают диаметром от 2 до 5 мм. С помощью механизированной и автоматизированной наплавки порошковой проволокой ВЕЛТЕК-Н600 диаметром 3,0 мм была восстановлена поверхность большого конуса доменной печи, достигнуто значительное повышение износостойкости по сравнению с износостойкостью при применении электродов Т590, а также в два раза сокращено время ремонта. При автоматической наплавке малого конуса порошковой проволокой ВЕЛТЕК-Н620 диаметром 4,0 мм получена более высокая износостойкость по сравнению с наплавкой лентой ПЛ-АН101. Эти проволоки успешно применяли при упрочняющей наплавке зубьев ковшей экскаваторов, ножей бульдозеров, челюстей грейфера.
Порошковую проволоку изготавливают серийно согласно ГОСТ 26101-84 и действующей нормативно-технической документации, продукция сертифицирована Укр-СЕПРО. ООО «ТМ.ВЕЛТЕК» 12.04.2004 г. получил сертификат на систему управления качеством продукции согласно ДСТУ ТБО 9001-2001.