Порошковые проволоки для сварки и заварки дефектов литья стали 110Г13Л
Л. Н. ОРЛОВ, канд. техн. наук. Л. Л. ГОЛЯКЕВИЧ. инж. (ООО «ТМ. ВЕЛТЕК». г. Киев). Д. П. НОВИКОВА, канд. техн. наук (Ин-т электросварки им. Е. О. Итона НАН Украины). В. Н. НЕЛЕШКО. В. В. СИМОНЕНКО, инженеры (Криворож, центральный рудный завод)
Высокомарганцовистая сталь 110Г13Л, благодаря высокой способности к деформационному упрочнению марганцовистого аустенита, находит широкое применение для изготовления изделий, работающих под воздействием ударных, ударно-абразивных нагрузок и высоких удельных статических давлений. Сталь 110Г13Л обладает плохой свариваемостью в связи с развитием процессов разупрочнения, охрупчивания и образования горячих трещин в металле ЗТВ иод влиянием термического цикла сварки. При этом наблюдается перераспределение легирующих элементов в зоне сплавления, формирование хрупких прослоек и трансформация структуры металла ЗТВ, выпадение карбидов и легкоплавких эвтектик но границам зерен. Превышение оптимальных значений тепловложения приводит к увеличению толщины разупрочненного слоя металла ЗТВ, что создает трудности при заварке литейных дефектов, наплавке изношенных поверхностей и сварке соединений из разнородных сталей (1101ТЗЛ + 35171, 110Г13Л + 20ГСЛ). При определенных концентрациях углерода и марганца особенности протекания диффузионных процессов в высокомарганцовистых сталях проявляются в нестабильности аустенита, выпадении по границам зерен карбидов и формировании трехфазной структуры (γ + α + ε). Карбидная фаза характеризуется как отдельными дисперсными выделениями, так и сплошными прослойками по границам зерен е различным содержанием легирующих элементов и их соотношением.
В настоящее время существует гамма сварочных материалов для сварки и заварки дефектов литья стали 110Г13Л, а также сварки ее с перлитными сталями 20ГЛ и 35ГЛ. Для сварки ответственных изделий рекомендуется применение дорогостоящих низкоуглеродмстых электродов с системами легирования на базе Fc-Cr-Ni (ОЗЛ-6, 11ММ48Г), Fe-Ci-Mn-Ni (А11В-27), Fc-Cr-Mn (А11ВМ-2). В последние годы разработаны экономно-легированные высокомарганцевые электроды (А11ВМ-1).
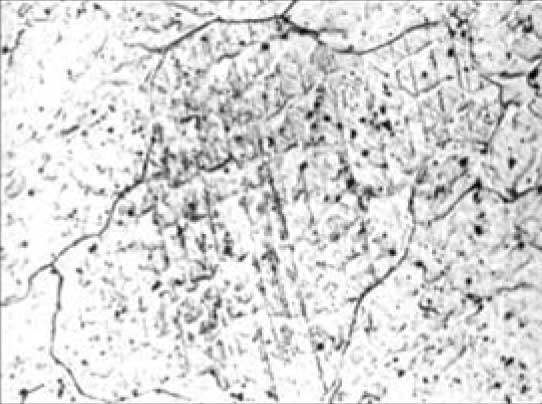
Рис. 1. Микроструктура металла шва, выполненного порошковой проволокой ВЕЛТЕК-Н220у, Х320
Предприятием ТМ.ВЕЛТЕК выполнен комплекс работ по созданию экономнолегированных порошковых проволок для механизированной заварки дефектов литья выеокомарганцовистых сталей и сварки их с перлитными сталями. В процессе разработки реализованы последние достижения в области металлургии производства и сварки выеокомарганцовистой стали. Особое внимание уделено снижению содержания и нейтрализации вредных примесей (S, Р, О) в металле сварного шва. Реализация комплексного раскисления металла на стадии капли и ванны предупреждает образование по границам зерен легкоплавких эвтектик и железомарганцевых оксидных пленок (MnO)m (FeO)n. Для заварки дефектов литья стали 110Г13Л разработана самозащитная порошковая проволока марки ВЕЛТЕК-Н210У Ø2,0... 2,4 мм, обеспечивающая получение высокомарганцовистого наплавленного металла с высокой стабильностью аустенита. Применение активных досульфураторов в сочетании c основным шлаком обеспечивает достаточно низкое содержание вредных примесей (S ≤ 0,01 % и Р ≤ 0,016 %) в наплавленном металле. Комплексное легирование марганцем, титаном, ванадием, молибденом и другими легирующими элементами позволяет реализовать структуру аустенита, упрочненную дисперсными карбидами. В теле зерна наблюдается сетка полигонизационных границ (рис. 1).
Глобулярные неметаллические включения диаметром 0,5...2,0 мкм равномерно распределены в металле и представляют собой сложные оксисульфиды. Металл сварного шва обладает приемлемыми механическими свойствами: σв = 680... 800 МПа, σт = 400... 500 МПа, δ = 24... 30 %, KCV = 100... 130 Дж/см2 при +20°С. Заварка дефектов литья стали 110Г13Л реализована с применением стандартной технологии.
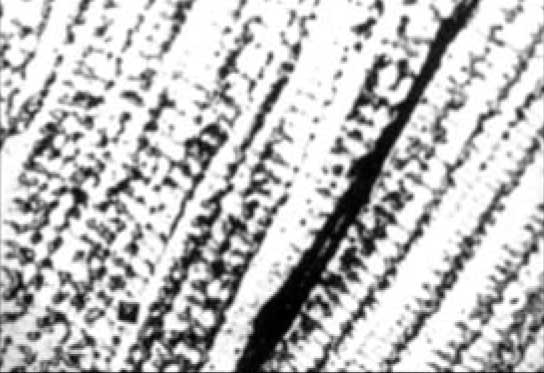
Рис. 2. Подсолидусная горячая трещина в металле шва с системой легирования Fe-Mn-Cr
Рис. 2. Подсолидусная горячая трещина в металле шва с системой легирования Fe-Mn-Cr
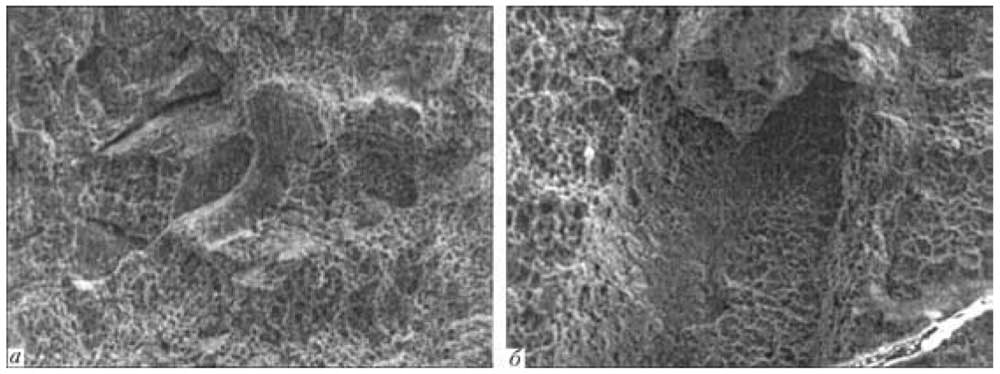
Применительно к сварке разнородных сталей (110Г13Л + + 35Л), (110Г13Л + 20ЕСЛ) разработана самозащптная порошковая проволока ВЕЛТЕК-Н210У Ø2,4...2,6 мм с системой легирования Fe-Cr-Mn. Для получения устойчивой аустенитной структуры оптимизировано содержание марганца, хрома, углерода и азота. В металле зоны сплавления и сварного шва не обнаружены обособленные крупные карбиды, цепочки или прослойки карбидов по границам зерен, дисперсные карбиды и карбонитриды равномерно распределены в теле зерна и по границам зерен. При повышенном тепловложении возможно образование подсолидусных горячих трещин (рис. 2). Механические свойства металла шва: σв = 680... 800 МПа, σт = 500... 600 МПа, δ = 28...36 %, KCV = 120...150 Дж/см2 при +20°С. В зоне сплавления с перлитной сталыо хрупкие прослойки не обнаружены. Фрактографический анализ изломов образцов металла швов, выполненных порошковыми проволоками ВЕЛТЕК-Н210У и ВЕЛТЕК-Н220У, показал, что в обоих случаях характерно вязкое разрушение по механизму слияния пор независимо от вида испытания (рис. 3, а, 6).
Рис. 3. Поверхности разрушения обратной при температуре испытания +20 С на разрыв (а), Х320 и ударный нагиб (б), X100
Рис. 3. Поверхности разрушения обратной при температуре испытания +20 С на разрыв (а), Х320 и ударный нагиб (б), X100
Новые порошковые проволоки имеют хорошие сварочнотехнологические характеристики: стабильное горение дуги, незначительное разбрызгивание электродного металла, легкую отделимость шлаковой корки даже в глубокой разделке кромок, хороший внешний вид поверхности шва. По сравнению с аналогами на 30 % ниже содержание оксидов марганца в сварочном аэрозоле. Коэффициент использования проволоки находится в пределах Кпр = 1,15...1,2. В процессе контроля качества сварных соединений дефекты в виде пористости и трещин в наплавленном металле и сварном соединении не обнаружены. Порошковые проволоки ВЕЛТЕК-Н210У и ВЕЛТЕК-Н220У успешно применяются на Криворожском центральном рудном заводе (г. Кривой Рог) при производстве ответственных конструкций.
LINK





, Х320 и ударный нагиб (б), X100")