Применение порошковой проволоки ООО «ТМ.ВЕЛТЕК» в производстве металлоконструкций ЗАО «НКМЗ»
С. Г. Красильников, Ю. В. Окунев, В. А. Пантелеймонов, К. П. Шаповалов,
ЗАО «НКМЗ» (Краматорск), Л. Н. Орлов, канд. техн. наук, А. А. Голякевич, ООО «ТМ.ВЕЛТЕК»
ЗАО «Новокраматорский машиностроительный завод» — крупнейший в Европе инжиниринговый и производственный комплекс, специализирующийся на проектировании, изготовлении и комплексной поставке горнорудного, металлургического, прокатного, кузнечно-прессового, подъемнотранспортного и гидротехнического оборудования. В производстве находят применение различные способы сварки и упрочняющей наплавки. Система качества охватывает весь комплекс производства, отвечает требованиям международных стандартов ISO 9001 (EN29001) и подтверждена сертификатами независимого технического надзора общества TUFNORD (Германия), что определяет требования к поставляемым сварочным и наплавочным материалам. НКМЗ постоянный потребитель сварочных и наплавочных материалов зарубежных производителей (ESAB, Welding Alloys, Bohler и др.), с 1997 г. — наплавочной порошковой проволоки ООО «ТМ.ВЕЛТЕК». За этот период использовано более 20 т различной наплавочной проволоки ООО «ТМ.ВЕЛТЕК» и упрочнено более 5000 т изделий, выпускаемых заводом. К наиболее часто упрочняемым наплавочной порошковой проволокой изделиям относят узлы машин непрерывного литья заготовок, плунжеры и цилиндры мощных гидравлических прессов, опорные поверхности миксеров-чугуновозов, поверхности трения мощных гидравлических прессов, поверхности катания в сочетании с высоким удельным давлением и т. п.
Ролики машин непрерывного литья заготовок (МНЛЗ). Перспективность и рост объемов применения технологии непрерывной разливки стали определяют целый комплекс присущих ей преимуществ. Производительность и эффективность МНЛЗ, обеспечивающих данную технологию, обусловлена в первую очередь стойкостью роликов. Отсюда актуальность задачи применения высокоэффективных наплавочных материалов для изготовления и восстановления роликов.
За рубежом достигнута фактическая стойкость роликов, равная 3 000 000 т, а в отечественной металлургии — до 500 000 т. Такое различие определяется более высоким уровнем технологии наплавки, наплавочного материала и применяемого оборудования.
В отечественной металлургии для наплавки роликов МНЛЗ традиционно применяют порошковую проволоку марок ВеТ ПП-Нп-12Х13, ПП-Нп-20Х17, ПП-Нп-30Х20НМ в сочетании с флюсами АН20 и АН26, обеспечивающую хромистый наплавленный металл с ферритно-мартенситной структурой. За рубежом используют порошковую проволоку Tubrodur 15.73 (ESAB, Швеция), WLDC-3M2L (Weldclad, Великобритания), 4142MMS (Welding Alloys, Великобритания) и др., обеспечивающую получение хромистого наплавленного металла с мартенситно-ферритной структурой, дополнительно легированного никелем, молибденом, ванадием, ниобием.
Комплексное легирование предопределяет отличия в структуре и работоспособности наплавленного металла. Ролики МНЛЗ эксплуатируют в условиях длительных циклических и термомеханических нагрузок. Ролики зон изгиба и правки работают в тяжелом температурном режиме, максимальная температура поверхности роликов может достигать 670-750 °С. Ролики воспринимают усилия вследствие выпучивания сляба под действием ферростатического давления и усилия при правке слитка. На горизонтальном участке ролики подвергаются абразивному изнашиванию. Разрушение рабочей поверхности роликов проявляется в виде изнашивания поверхностного слоя и образования трещин разгара. Теплостойкость, разгаростойкость и износостойкость наплавленного металла можно обеспечить, оптимизируя структуру наплавленного металла как по структурному, так и по фазовому составам.
«ТМ.ВЕЛТЕК» в содружестве с Новокраматорским машиностроительным заводом выполнило комплекс работ по созданию новой порошковой проволоки и технологии ее применения при изготовлении и восстановлении роликов МНЛЗ. Цель заключается в предупреждении гетерогенизации структуры вследствие коагуляции карбидов и образования зон δ-феррита и упорядоченного твердого раствора. По результатам исследования выполнена оптимизация содержания хрома, углерода, карбидообразующих элементов и параметров термического цикла в процессе наплавки под флюсом и в смеси Ar+СО2, а также термической обработки. В 1997 г. проволокой ВеТ ПП-Нп-15Х14ГН2М1ФБ (ТУУ 19369185.018-97), являющейся первой модификацией проволоки ВЕЛТЕК-Н470, были наплавлены становые ролики для Швеции. С 1998 г. по настоящее время постоянным потребителем проволоки для наплавки роликов МНЛЗ являются ММК им. Ильича и МК «Азовсталь».
В данный период по результатам эксплуатации роликов МНЛЗ отработаны оптимальные содержание и соотношение легирующих элементов, которые воплощены в проволоке марки ВЕЛТЕК-Н470 (ТУУ 28.7-31749248-006-2003), а также в технологии и технике наплавки. Это позволяет стабильно получать наплавленный металл с мартенситной структурой и незначительной долей δ-феррита, обладающий высокими эксплуатационными
Рис. 1. Наплавка ролика МНЛЗ
Рис. 1. Наплавка ролика МНЛЗ
свойствами. Однородность химического состава наплавленного металла и его стабильное воспроизводство достигнуты путем разработки и реализации комплекса технологических мероприятий по подготовке компонентов и изготовлению порошковой проволоки. При разработке композиции сердечника проволоки реализованы металлургические и технологические приемы для снижения содержания водорода и примесей в наплавленном металле, обеспечения легкой отделимости шлаковой корки с горячей поверхности наплавленного металла. Сопоставительные испытания отечественной и зарубежной наплавочной порошковой проволоки показали, что наиболее высоким эксплуатационным качеством обладает порошковая проволока WLDC-3 в сочетании с флюсом Universal (Weldclad, Великобритания) и проволока 4142MMS в сочетании с флюсом WAF-325 (Welding Alloys, Великобритания). Эти проволоки были приняты как эталон при стендовых испытаниях опытных образцов в процессе разработки порошковой проволоки ВЕЛТЕК-Н470. Сопоставительные испытания порошковой проволоки ВЕЛТЕК-Н470 показали, что характеристики наплавленного слоя находятся на уровне проволоки ведущих зарубежных компаний ОК15.73 (ЭСАБ), 4142MM-S (Welding Alloys), WLDC-3 (Weldclad). Наплавку роликов выполняли на установке, разработанной и изготовленной специалистами НКМЗ (рис. 1).
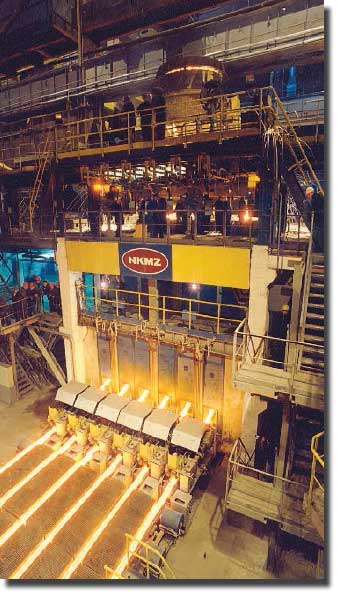
Рис. 2. Шестиручьевая сортовая машина непрерывного литья заготовок
Рис. 2. Шестиручьевая сортовая машина непрерывного литья заготовок
Установка оснащена механизмами задания положения проволоки, поперечных колебаний проволоки, перемещения головки, приборами контроля режима наплавки, скорости перемещения, контактными термопарами для контроля межваликовой температуры в процессе наплавки. На каждый наплавленный ролик оформляется протокол с указанием результатов испытания механических свойств наплавленного металла, режимов термической и механической обработки.
Для наплавки роликов шестиручьевой сортовой машины непрерывного литья заготовок (рис. 2) применена порошковая проволока ВЕЛТЕК-Н500-РМ в сочетании с защитой флюсом. Система легирования отработана на базе проволоки 35В9Х3СФ с целью повышения разгаро- и теплостойкости наплавленного металла в соответствии с требованиям НКМЗ.
Опорные поверхности подшипников рам слябовых МНЛЗ подвержены значительным динамическим контактным нагрузкам и коррозии, что может привести к изменению размера сляба, а следовательно к браку продукции. Поэтому для упрочнения этих поверхностей выполняют наплавку коррозионностойким сплавом с более высокой, чем основной металл, твердостью. Для оптимизации соотношения «цена—свойства» взамен электродов ЦН-6Л «ТМ.ВЕЛТЕК» разработал порошковую проволоку ферритно-мартенситного класса для наплавки в СО2 или смеси 82%Ar+18%CO2, получившую наименование ВЕЛТЕК-Н472 (ТУУ 28.7-31749248-006-2003). Антикоррозионные свойства наплавленного металла обеспечены за счет содержания более 13% хрома, карбиды хрома обуславливают заданную твердость наплавленного слоя. С использование этой проволоки наплавлено уже более 400 рам сегментов МНЛЗ (рис. 3). Технология наплавки опорных поверхностей предусматривает предварительный нагрев до 150 °С, нанесение двух слоев на режиме 1=260...300 А, и=26...27 В. Для наплавки использовали серийные полуавтоматы ПДГ516 с источником питания ВДУ506. Применение порошковой проволоки ВЕЛТЕК-Н472 повышает производительность процесса, снижает энергоемкость, трудозатраты и расход наплавочного материала с 1,7 до 1,16 кг/кг, повышает технологичность процесса наплавки вследствие высокой стойкости против образования трещин. Машины непрерывного литья заготовок с маркой НКМЗ успешно эксплуатируют в США, Германии, России, Украине.
Рис. 3. Сегменты рам слябовых машин
Рис. 3. Сегменты рам слябовых машин
Опорные поверхности бандажей миксеров-чугуновозов — еще один объект, на котором применена наплавка порошковой проволокой, разработанной «ТМ.ВЕЛТЕК» (рис. 4). Поверхности бандажей испытывают высокие контактные нагрузки от упорных роликов в моменты торможения и начала движения, в связи с чем необходимо обеспечить твердость их поверхности до 300-320 НВ на значительную глубину.
Традиционно на НКМЗ кольца бандажей упрочняли ручной дуговой наплавкой электродами ОЗН-300У. Данный процесс весьма трудоемкий и не может обеспечить возросшие требования к качеству наплавленной поверхности.
Проблема была решена за счет применения механизированной наплавки в среде СО2 порошковой проволокой ВЕЛТЕК-Н290 диаметром 1,6 мм. Упрочняющий слой толщиной 125 мм выполнили многопроходной наплавкой на режиме I=300 А, U=28 В с применением предварительного нагрева и замедленного охлаждения после наплавки. Для наплавки использовали серийные полуавтоматы ПДГ516 с источниками питания ВДУ-506. По сравнению с покрытыми
электродами ОЗН-300У увеличена производительность процесса наплавки в полтора раза при высоком качестве наплавленного слоя.
РРис. 4. Миксер-600
РРис. 4. Миксер-600
Сотрудничество специалистов сварочного производства НКМЗ и специалистов СП «ТМ.ВЕЛТЕК» обеспечивает заводу возможность качественного выполнения ответственных заказов, а «ТМ.ВЕЛТЕК» — разработку и испытание в реальных условиях порошковой проволоки нового поколения.
Порошковую проволоку изготавливают серийно согласно ГОСТ 26101-84 и действующей нормативно-технической документации, продукция сертифицирована Укр-СЕПРО, 12.04.2004 г. ООО «ТМ.ВЕЛТЕК» выдан сертификат на систему управления качеством и изготовление продукции согласно ДСТУ 1БО 9001-2001 на каждую марку проволоки.