В настоящее время на мировом рынке сварочных материалов сохраняется устойчивая тенденция роста потребления порошковых проволок. Одной из быстро развивающихся технологий изготовления металлоконструкций является дуговая сварка в защитных газах порошковой проволокой с металлическим сердечником. Металлопорошковые проволоки по технологии использования не отличаются от проволок сплошного сечения, а по ряду технологических характеристик даже превосходят их. В ООО «ТМ.ВЕЛТЕК» разработано и освоено производство высокопроизводительной металлопорошковой проволоки марки ППс-ТМВ-мк5 для сварки в смеси 82% Ar + 18% CO2. Установлено, что металлопорошковая проволока обеспечивает высокую стабильность горения дуги в широком диапазоне режимов сварки. При сварке на одинаковых режимах в оптимальном диапазоне показатель стабильности горения дуги при использовании проволоки сплошного сечения Св-08Г2С ниже в 3 раза по сравнению с металлопорошковой проволокой ППс-ТМВ-мк5. Показано, что на стабильность процесса сварки значительное влияние оказывают электродинамические свойства источника питания и этот фактор необходимо учитывать при оценке сварочно-технологических свойств сварочных проволок и разработке рекомендаций по их применению. Библиогр. 8, табл. 1, рис. 4.
В настоящее время в странах Евросоюза, особенно Польше, Чехии, Словакии и Германии наблюдается существенный подъем производства различных металлоконструкций и соответственно увеличение объема сварочных работ. На мировом рынке сварочных материалов сохраняется устойчивая тенденция роста потребления порошковых проволок в различных отраслях промышленности [1, 2]. В последние годы одной из быстро развивающихся технологий изготовления металлоконструкций является дуговая сварка порошковой проволокой с металлическим сердечником в среде углекислого газа либо смесей аргона с углекислым газом [3, 4]. Металлопорошковые проволоки современной номенклатуры по технологии использования не отличаются от проволок сплошного сечения, а по ряду технологических характеристик даже превосходят их [5–7]. В первую очередь это касается стабильности процесса горения дуги, переноса жидкого электродного металла, характеристики проплавления основного металла и формирования металла сварного шва за счет использования композиции сердечника. Последний включает кроме металлических порошков небольшое количество минеральных компонентов, стабилизирующих горение электрической дуги и улучшающих металлургические характеристики плавления проволоки и формирование металла шва.
При сварке металлопорошковой проволокой используется практически такая же техника, как и при сварке порошковой проволокой, при том, что она удобнее и проще в работе, образует более ровный сварной шов и обеспечивает минимальное разбрызгивание электродного металла и образование только следов шлака на поверхности шва.
По сравнению с проволокой сплошного сечения металлопорошковая проволока обеспечивает более высокое качество сварных швов и сравнимую производительность сварки (коэффициент наплавки 92…98 %) и в то же время помогает снизить ее себестоимость. Кроме того, в странах ЕС от сварщиков с допуском к процессу МАГ не требуется проходить дополнительную аттестацию, поэтому они сразу допускаются к работе металлопорошковой проволокой (стандарт ISO 9606 часть 1).
Учитывая мировые тенденции развития механизированной сварки и отсутствие отечественных аналогов в ООО «ТМ.ВЕЛТЕК» разработано и освоено производство высокопроизводительной металлопорошковой проволоки марки ППс-ТМВ-мк5 для сварки в смеси М21 (82% Ar + 18% CO2).
Целью проведенных исследований было изучить особенности процесса сварки металлопорошковой проволокой по сравнению со сваркой проволокой сплошного сечения. Контроль электрических параметров процесса сварки выполнялся с применением информационно-измерительной системы (ИИС) на базе персонального компьютера и модуля аналогового ввода Е–440 [8]. ИИС выполнялся непрерывный анализ и запись показателей регистрируемых параметров с частотой 10 кГц во время всего цикла сварки.
Электрические и временные параметры процесса сварки металлопорошковой проволокой ППс-ТМВ-мк5
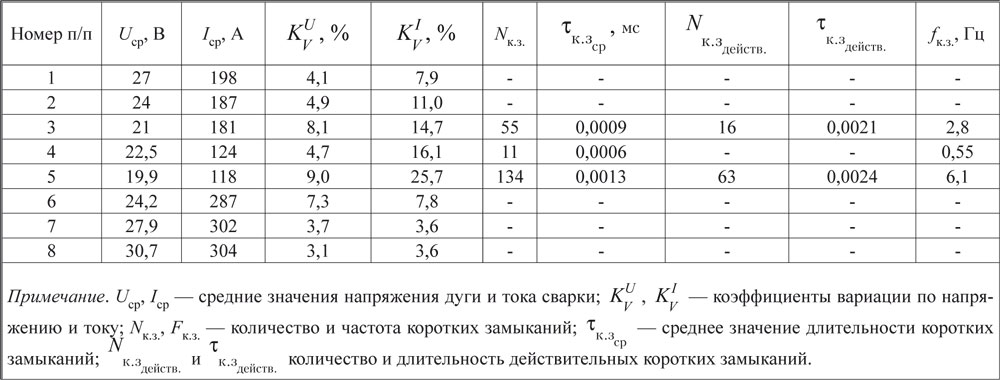
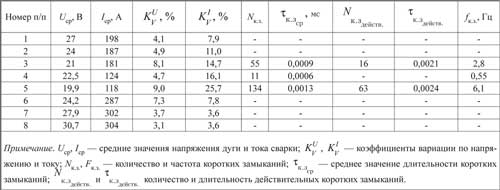
Для оценки особенностей процесса сварки измеряли следующие электрические и временные параметры: Uд и Iсв — напряжение дуги и ток сварки; Uг.д и Iг.д — напряжение и ток горения дуги; Uк.з и Iк.з — напряжение и ток короткого замыкания; Tк.з — интервал между короткими замыканиями электродного промежутка каплей расплавленного металла. Характер переноса металла оценивали по длительности коротких замыканий τк.з их количеству Nк.з и частоте fк.з. Анализ особенностей горения дуги проводили по гистограммам напряжения на дуге и тока сварки с помощью метода поэтапной обработки многомодальных распределений. В этом случае для каждого отдельного участка гистограммы определялись количество событий (измерений), среднее значение параметра, дисперсия и коэффициент вариации KV [8].
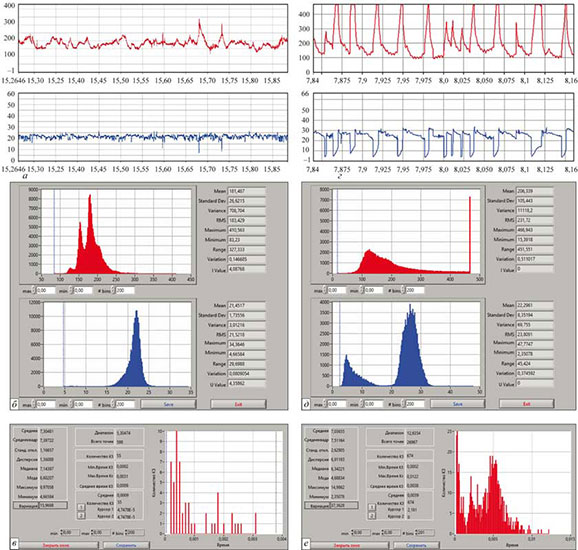
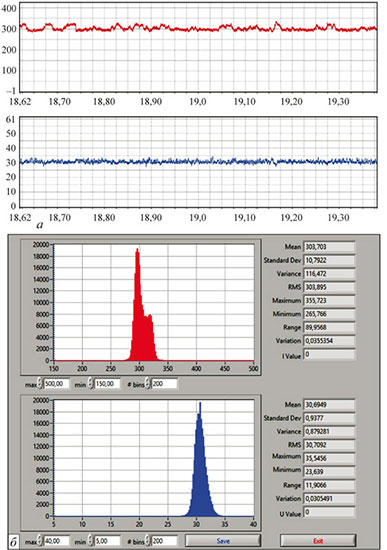
Рис. 1. Осциллограмма (а) процесса сварки металлопорошковой проволокой ТМВ5-МК и гистограммы тока и напряжения (б)
Полученная информация позволяет получить количественную оценку кинетики плавления порошковой проволоки и перехода расплавленного металла в сварочную ванну, стабильности Сварка металлопорошковой проволокой ППс-ТМВ-мк5 диаметром 1,2 мм выполнялась в автоматическом режиме. Параметры режима сварки изменялись в следующем диапазоне: Iсв = 120…300 А, Uд = 21…31 В, vсв = 14 м/ч. Полученные результаты приведены в таблице.
Как видно из приведенных данных при сварке на короткой дуге (Uд ≤ 23 В) процесс сопровождается кратковременными короткими замыканиями. С увеличением напряжения они исчезают и максимальная стабильность процесса сварки достигается на максимальных режимах Iсв = 300 А, Uд = 31 В. Об этом свидетельствует минимальное значение коэффициента вариации по напряжению (3,1 %). Осциллограмма процесса и гистограммы тока и напряжения приведены на рис. 1. Ось ординат гистограмм представляет собой количество повторений мгновенного значения исследуемого параметра.
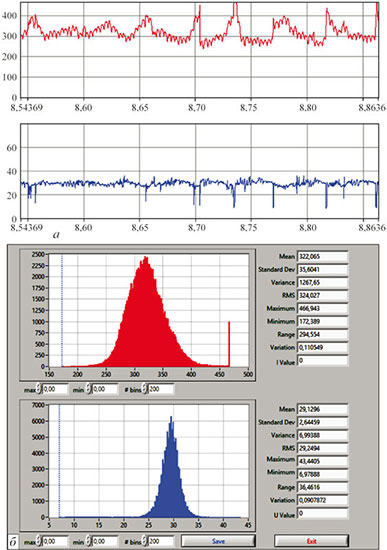
Для сравнения на рис. 2 приведена аналогичная информация, полученная при сварке проволокой сплошного сечения Св-08Г2С.
Из приведенных рисунков видно, что в последнем случае сварка проходит менее стабильно с периодическими колебаниями тока и напряжения в момент перехода капель, коэффициент вариации по напряжению больше почти в 3 раза (9,1 %). На пониженных режимах сварки преимущество металлопорошковой проволоки становится еще более заметным (рис. 3). Несмотря на появление кратковременных коротких замыканий со средней длительностью 2,1 мс коэффициент вариации по напряжению сохраняется на низком уровне (8,1 %). Сварка проволокой Св-08Г2С сопровождается периодическими короткими замыканиями со средней длительностью 4,7 мс, коэффициент вариации по напряжению вырос более чем в 4 раза (37,5 %). Необходимо отметить, что гистограммы коротких замыканий имеют двухмодальный характер — левая мода представляет собой случайные, а правая — действительные короткие замыкания.
Рис. 3. Осциллограммы (а, г), гистограммы тока и напряжения (б, д) коротких замыканий (в, е) при сварке на пониженном режиме проволоками ТМВ5-МК и Св-08Г2С, соответственно
Рис. 3. Осциллограммы (а, г), гистограммы тока и напряжения (б, д) коротких замыканий (в, е) при сварке на пониженном режиме проволоками ТМВ5-МК и Св-08Г2С, соответственно (Подивитись у повній роздільній здатності)
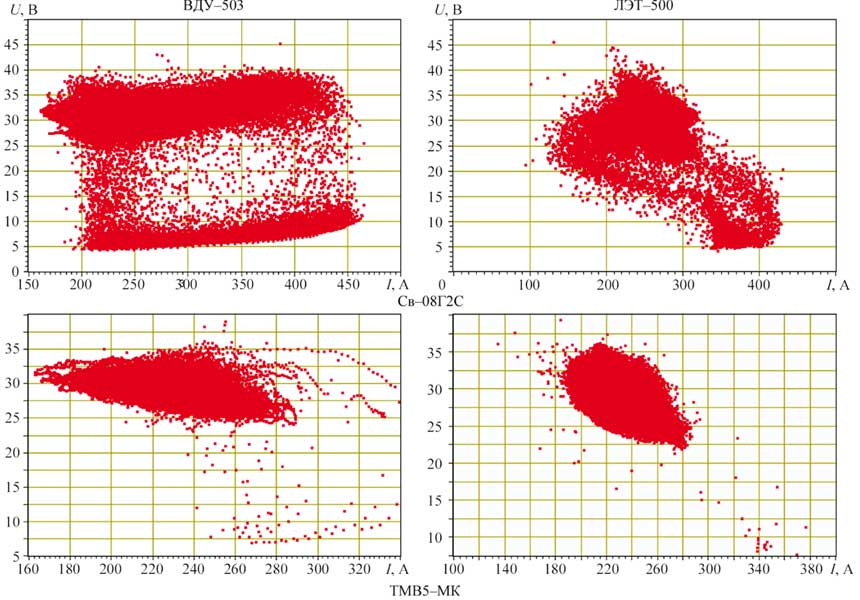
Рис. 4. Динамические вольтамперные характеристики процесса сварки
Рис. 4. Динамические вольтамперные характеристики процесса сварки
В ходе исследований было отмечено значительное влияние на стабильность процесса сварки типа сварочного источника питания, что связано с его внешней характеристикой и электродинамическими показателями. На рис. 4 приведены динамические вольт-амперные характеристики процесса сварки с использованием тиристорного источника питания ВДУ-503 и инверторного ЛЭТ-500. Инверторный источник питания ЛЭТ-500 обеспечил более стабильный процесс, для которого характерна более локализованная зона событий регистрируемых электрических параметров горения сварочной дуги.
Выводы
Процесс сварки металлопорошковой проволокой характеризуется высокой стабильностью горения дуги в широком диапазоне режимов сварки с более высокими технологическими показателями ее применения по сравнению с проволокой сплошного сечения Св-08Г2С.
При сварке на одинаковых режимах в оптимальном диапазоне показатель стабильности горения дуги при использовании проволоки сплошного сечения Св-08Г2С ниже в 3 раза.
Сварка на пониженных режимах сварки приводит к появлению коротких замыканий, однако для металлопорошковой проволоки коэффициент вариации по напряжению сохраняется на уровне 8,1 %, тогда как для проволоки сплошного сечения он увеличился более чем в 4 раза до 37,5 %, что значительно превышает допустимое значение 20 %.
Электродинамические свойства источника питания оказывают значительное влияние на стабильность процесса сварки и это фактор необходимо учитывать при оценке сварочно-технологических свойств сварочных проволок.
Приложение
Видео процесса сварки проволоками Св-08Г2С и ТМВ5-МК



 процесса сварки металлопорошковой проволокой ТМВ5-МК и гистограммы тока и напряжения (б)")
 процесса сварки проволокой Св-08Г2С и гистограммы тока и напряжения (б)")
, гистограммы тока и напряжения (б, д) коротких замыканий (в, е) при сварке на пониженном режиме проволоками ТМВ5-МК и Св-08Г2С, соответственно")