Currently, in the world market of welding consumables a steady tendency in growing the consumption of flax-cored wires is preserved. One of the rapidly developing technologies for manufacture of metal structures is arc welding in shielding gases using the metal cored wire. As to the technology of application the metal cored wires, do not differ from solid wires, and as to the number of technological characteristics they even surpass them. LLC TM.Veltek has developed and mastered the production of high-efficient metal cored wire FCWw-TMW-mc5 for welding in a mixture of 82 % Ar + 18 % CO2. It was found that the metal cored wire provides a high stability of arc burning in a wide range of welding conditions. Using the solid wire Sv-08G2S in welding at the same modes in the optimum range, the value of stability of arc burning is 3 times lower as compared with the metal cored wire FCWw-TMW-mc5. It is shown that the stability of welding process is significantly influenced by electrodynamic properties of the power source and this factor should be taken into account during evaluation of welding and technological properties of welding wires and working out of recommendations for their application. 8 Ref., 1 Table, 4 Figures.
Keywords: metal cored wire, solid wire, power source, stability of arc burning, short circuits
At the present time, in the EU countries, in particular
Poland, Czech Republic, Slovakia and Germany, a
significant increase is observed in production of different
metal structures and, respectively, increase in
volume of the welding works. At the world market of
welding consumables a stable tendency is preserved
in the growth of consumption of metal cored wires
in various branches of industry [1, 2]. During recent
years one of the rapidly developing technologies in
manufacture of metal structures is the arc welding using
metal cored wire in CO2 or mixtures of argon with
CO2 [3, 4]. Metal cored wires of the present assortment
do not differ by the technology of application
from the solid wires, and by a number of technological
characteristics they are even superior [5–7]. First
of all, it concerns the stability of arc burning process,
transfer of molten electrode metal, characteristics of
base metal penetration and formation of weld metal
due to the used core composition. Except metal powders,
the latter includes, a small amount of mineral
components, stabilizing the arc burning and improving
the metallurgical characteristics of wire melting
and weld metal formation.
In welding with metal cored wire the almost the
same technique is used as in welding with a metal
cored wire, moreover, it is more convenient and simpler
in operation, forms a smooth weld and provides
minimum spattering of electrode metal and formation
of only traces of slag on the weld surface.
As compared with a solid wire, the metal cored
wire provides the higher quality of welds and comparable welding efficiency (92–98 % deposition rate) and at the same time helps to decrease its cost. In addition, in the EU countries the welders are not demanded to pass the additional attestation for fulfillment of MAG process, therefore, they are admitted for work with a metal cored wire at once (standard ISO 9606, part1).
Taking into account the world tendencies of development of mechanized welding and the absence of national analogs, l CC TM.Veltek has developed and mastered the production of high-efficient metal cored wire of FCWw-TMW-mc5 grade for welding in mixture M21 (82 % Ar + 18 % CO2).
The aim of the carried out investigations was to study the peculiar features of the process of welding with metal cored wire as compared with welding using a solid wire. Electric parameters of welding process were monitored by using the information-measuring system (IMS) on the base of personal computer and module of analog input E-440 [8]. Using IMS the continuous analysis and record of values of registered parameters at frequency of 10 kHz during the whole welding cycle were made.
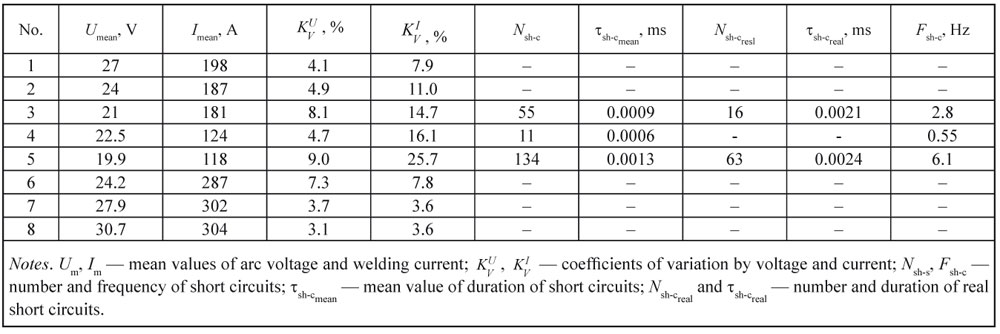
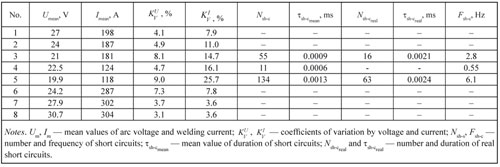
Electric and time parameters of welding process with metal cored wire TMV5-MK
To evaluate the peculiarities of welding process, the following electric and time parameters were measured: Ua and Iw — arc voltage and welding current; Ua.b and Ia.b — voltage and current of are burning; Ush-c and Ish-c short-circuit–voltage and current; Tsh-c — interval between short-circuiting of electrode. Nature of metal transfer
was evaluated by the duration of short circuits
τsh-c, their number Nsh-c, and frequency fsh-c. Analysis
of peculiarities of arc burning was made from histograms
of arc voltage and welding current by using the
method of stage-by-stage processing of multimodal
distributions. In this case the number of events (measurements),
mean value of parameter, dispersion and
coefficient of variation KV were determined for each
separate region of the histogram [8].
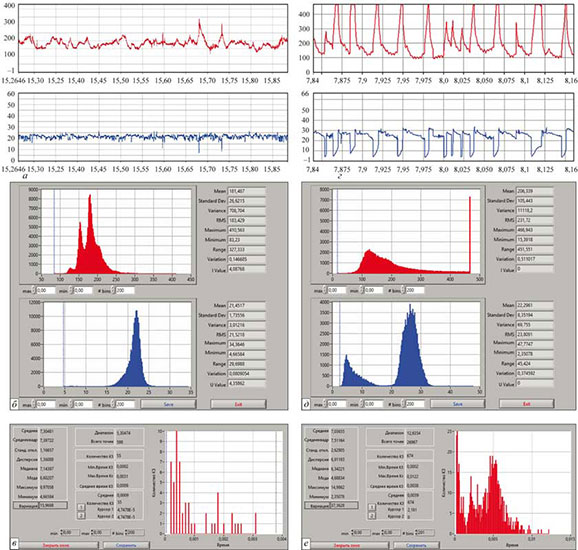
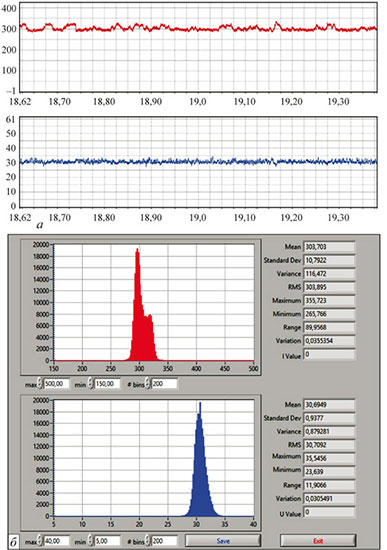
Figure 1. Oscillogram (a) of welding process with metal cored wire TMV5-MK and histograms of current and voltage (b)
Figure 1. Oscillogram (a) of welding process with metal cored wire TMV5-MK and histograms of current and voltage (b) (View full resolution image)
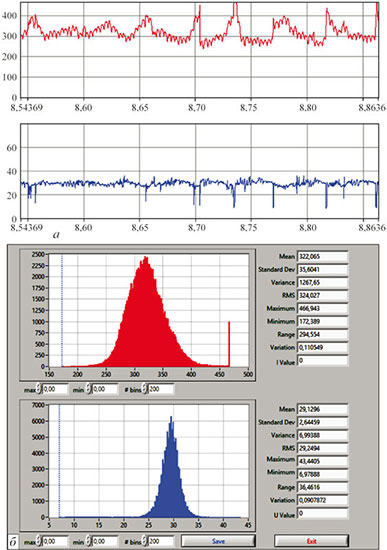
Figure 2. Oscillogram (a) of welding process with solid wire Sv-08G2S and histograms of current and voltage (b)
Figure 2. Oscillogram (a) of welding process with solid wire Sv-08G2S and histograms of current and voltage (b) (View full resolution image)
The obtained information allows providing the
quantitative evaluation of metal cored wire melting
kinetics and transfer of molten metal into welding
pool, stability of welding arc burning process.
Welding with metal cored wire FCWw-TMW-mc5 of
1.2 mm diameter was performed in the automatic
mode. The mode parameters were changed in the following
range: Iw = 120–300 A, Ua = 21–31 V, νw = 14 m/h. The obtained data are given in Table.
As is seen from the given data in welding at a short
arc (Ua ≤ 23 V) the process is accompanied by shorttime
short circuits. With increase in voltage they are disappeared and maximum stability of the welding process is attained at maximum modes: Iw = 300 A, Ua = 31 V. This is proved by minimum value of coefficient of variation by voltage (3.1 %).The process
oscillogram and histograms of current and voltage
are given in Figure 1. The ordinate axis of histograms
represents the number of repetitions of instant value
of parameter being investigated.
For comparison, Figure 2 gives the similar information, obtained in welding with solid wire Sv-08G2S.
It is seen from the given Figures that in the latter case the welding is less stable with periodic fluctuations of current and voltage at the moment of drops transfer, coefficient of variation by voltage is almost 3 times higher (9.1 %). At the lower modes of welding the advantage of the metal cored wire becomes more noticeable (Figure 3), In spite of appearance of short-time short circuits with a mean duration of 2.1 ms the coefficient of variation by voltage is preserved at a low level (8.1 %). Welding with wire Sv-08G2S is accompanied by periodic short circuits with a mean duration of 4.7 ms, coefficient of variation by voltage was increased by more than 4 times (37.5 %). It should be noted that the histograms of short circuits have the two-modal nature: left mode represents random short circuits, while the right one represents the real short circuits.
Figure 3. Oscillograms (a, d), histograms of current and voltage (b, e) of short circuits (c, f) in welding at lower mode with wires TMV5-MK and Sv-08G2S, respectively
Figure 3. Oscillograms (a, d), histograms of current and voltage (b, e) of short circuits (c, f) in welding at lower mode with wires TMV5-MK and Sv-08G2S, respectively (View full resolution image)
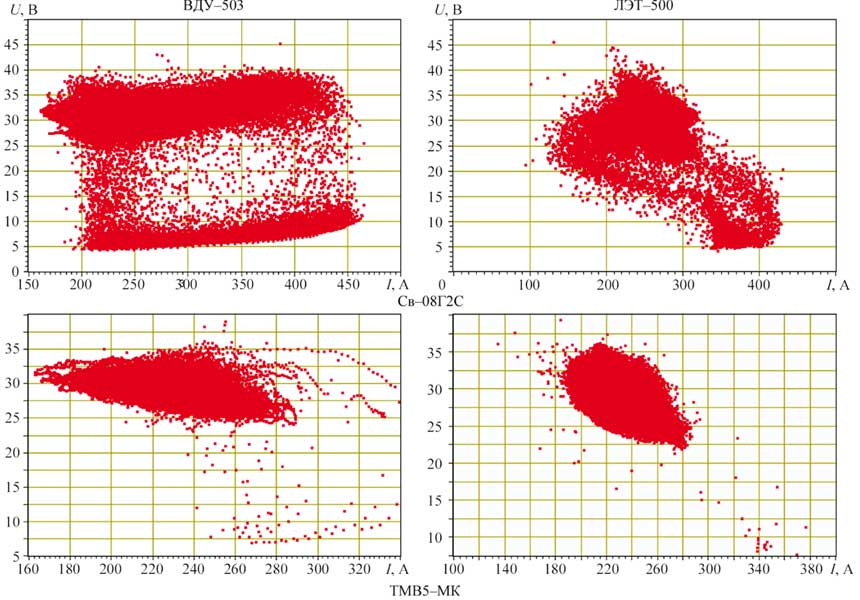
Figure 4. Dynamic volt-ampere characteristics of the welding process
Figure 4. Dynamic volt-ampere characteristics of the welding process
During investigations the significant effect of welding power source type on welding process stability was noted, which is connected with its external characteristic and electrodynamic values. Figure 4 presents the dynamic volt-ampere characteristics of welding process at applying the thyristor power source VDU-503 and inverter power source LET-500. The inverter power source LET-500 provided the more stable process, which is characterized by more localized zone of events of recorded electric parameters of welding arc burning.
Conclusions
The process of welding with metal cored wire is characterized by a high stability of arc burning within the wide range of welding modes with higher technological characteristics of its application as compared with solid wire Sv-08G2S.
In welding at similar modes within the optimum range the value of stability of arc burning in use of solid wire Sv-08G2S is 3 times
Welding at lower modes of welding leads to the appearance of short circuits, however, for the metal cored wire the coefficient of variation by voltage is preserved at the level of 1 %, while for the solid wire it increased by more than 4 times up to 37.5 %, that exceeds greatly the allowable value 20 %.
Electrodynamic properties of power source show the significant effect on the stability of welding process and this factor should be taken in consideration when evaluating the welding-technological properties of welding wires.
1. Mazur, A.A., Makovetskaya, O.K., Pustovojt, S.V., Brovchen-
ko, N.S. (2015) Metal cored wires at the world and regional markets of welding consumables (Review). The Paton Welding J., 5-6, 63–69.
2. Shlepakov, V.N., Gavrilyuk, U.A., Kotelchuk, A.S. (2010) State-of-the-art of development and application of flux-cored wires for welding of carbon and low-alloyed steels. Ibid., 3, 38–42.
3. Rosert, R., Karasyov, M.V. (2012) Metal cored wires: tendencies, development and their application in industry. In: Proc. of St.-Petersburg Int. Conf. on Welding Consumables-2012 to 100th Anniversary of TsNIIM (Russian, St.-Petersburg, 16–18 October, 2012), 220–230.
4. Karasyov, M.V., Rabotinsky, D.N., Alimov, A.N. et al. (2008) Welding of butt joints of bridge structures and pipelines using metal cored wire and equipment for metal transfer control. The Paton Welding J., 10, 42–45.
5. Metal cored wire OUTERSHIELD®. https:www.lincolnelectric.com/ruru/support/process-and-theory/Pages/metal coredwires.aspx.
6. Advantages and disadvantages of metal cored wires. http:// www.esabna.com./us/en/education/blog/advantages-anddisadvantages-of-metal cored-wires.cfm
7. Gas-arc welding of metal structures by metal cored wire withmetal core. http://www.spetselectrode.ru/download/2017-Gazoelectricheskaya-svarka-metallokonstrukciyporoshkovoy-provolokoy-s-metallicheskim-serdechnikom/1.htm
8. Pirumov, A.E., Skachkov, I.O., Suprun, S.A., Maksimov, Yu.S. (2007) Specialized information-measuring system for
monitoring the process of arc welding. The Paton Welding J.,
8, 34–36.



 of welding process with metal cored wire TMV5-MK and histograms of current and voltage (b)")
 of welding process with solid wire Sv-08G2S and histograms of current and voltage (b)")
, histograms of current and voltage (b, e) of short circuits (c, f) in welding at lower mode with wires TMV5-MK and Sv-08G2S, respectively")