Опыт разработки и изготовления сварочно-наплавочных установок
В. И. ТИТАРЕНКО, О. В. ТКАЧЕНКО, инженеры (ООО «НПП РЕММАШ», г. Днепропетровск),
Д. Ю. МАТИКО, В. И. ПИЛИПКО, И. Ф. МУДРАНИНЕЦ, И. И. МУДРАНИНЕЦ, инженеры
(ОАО «Ильницкий завод МСО», г. Ильница)
В соответствии с запросами рынка в области сварочно-наплавочных станков и установок, ООО
«НПП РЕММАШ» за последние десять лет накопило опыт конструирования по разработке и изготовлению такого оборудования. Этот подход
включает следующие основные элементы:
глубокий анализ аналогов разрабатываемого оборудования;
использование блочного принципа конструирования, при котором, исходя из технологической
задачи, которую должна решать конкретная установка, ее общая конструкция складывается из
отдельных блоков («кубиков»), сконструированных ранее. Это позволяет оперативно предложить
заказчику эскиз установки, соответствующий его
техническому заданию, а затем в сжатые сроки
реализовать его в готовую конструкцию;
максимальное привлечение соразработчиков и
соизготовителей, разрабатывающих и изготавливающих отдельные, полностью готовые узлы, из
которых складывается установка, что позволяет
максимально сократить сроки производства при
высоком качестве отдельных узлов, изготавливаемых специализирующимися на разработке и
производстве этих узлов предприятиями, и как
результат — всей установки в целом;
придание любой специальной установке функций универсальности, что увеличивает загрузку
установок и получаемую от них отдачу;
максимально возможное оснащение каждой
установки технологической оснасткой, что позволяет повысить качество, стабильность, производительность и безопасность при работе на них;
на базе ранее разработанных типовых установок конкретизация каждой установки под определенного заказчика, что позволяет не приспосабливать установку под номенклатуру заказчика,
а сразу, сведя к минимуму время на внедрение,
приступать к работе на ней.
Исходя из отмеченного и идя по пути расширения номенклатуры разрабатываемых сварочнонаплавочных станков и установок ООО «НПП
РЕММАШ» в сотрудничестве с ОАО «Ильницкий
завод МСО» и рядом других предприятий выпустило несколько новых типов оборудования. Среди
этого оборудования есть как установки для наплавки крупногабаритных деталей (типа РМ-15 для
наплавки канатных блоков диаметром до 2,5 м),
так и станки для сварки-наплавки малогабаритных
деталей (типа РМ-165 и ИЗРМ-5).
Установка типа РМ-15 для наплавки канатных
блоков разработана и изготовлена по заказу ОАО
«ОГОК». За аналог была взята уже существующая
у заказчика установка, имевшая несколько серьезных конструктивных недостатков, которые в целом, не препятствуя реализации технологии наплавки при восстановлении блоков, во многом затрудняли ее реализацию, отрицательно влияя на
производительность и качество наплавки. Поэтому специалистами ОАО «ОГОК» совместно с
ООО «НПП РЕММАШ» было разработано техническое задание на принципиально новую конструкцию установки, которая была реализована
ООО «НПП РЕММАШ» совместно с ОАО
«Ильницкий завод МСО» в установку типа РМ-15
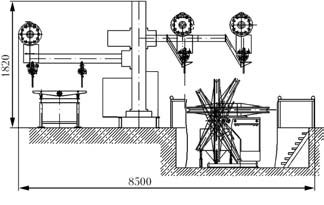
(рис. 1). Она по своей идеологии и конструкции
принципиально отличается от старой, работающей на ОАО «ОГОК». Единственным схожим элементом установки РМ-15 со старой конструкцией
является универсальный вращатель, расположенный в приямке. Вместе с тем, учитывая, что общая
конструкция установки в отличие от аналога обеспечивает все установочные и технологические
операции и без передвижения вращателя, он неподвижно стоит на разведенных лапах для увеличения устойчивости, надежности и безопасности в работе вращателя при возникновении возможных перегрузок. Наплавочный автомат А-1406 смонтирован на площадке подвижной консоли стационарной поворотной колонны, установленной и закрепленной на фундаментных болтах.
Подвижная консоль, на которой установлен наплавочный автомат, имеет продольный, горизонтальный рабочий технологический и маршевый
ход 1800 мм и вертикальный установочный маршевый ход 1600 мм. Так как технологически рабочий ход консоли с автоматом при наплавке канатных блоков является поперечным по отношению к наплавляемым кольцевым валикам, передвижением на шаг наплавки, электрической схемой
установки предусмотрен автоматический перевод
автомата (при необходимости) после каждого полного оборота на предварительно выбранный шаг
от 1 до 20 мм. Вертикальный ход консоли в сочетании с вертикальным ходом наплавочного автомата обеспечивает суммарный вертикальный
ход 2100 мм, тем самым позволяя не только технологически обеспечить наплавку всех поверхностей всех типоразмеров канатных блоков, но
и расширить технологические возможности установки и возможную номенклатуру деталей, которые на ней можно наплавлять. Например, это
позволяет ввести в номенклатуру наплавляемых
на установке деталей наплавку внутренних поверхностей цилиндрических деталей диаметром
Рис. 1. Схема установки типа РМ-15
до 600 мм, а на удлиненном мундштуке даже до
1000 мм, тем более, что такие детали, требующие
восстановления, на ОАО «ОГОК» имеются. Питание дуги автомата А-1406 сварочным током
производится от входящего в комплект установки
РМ-15 сварочного выпрямителя КИУ-1201, а управление электрической схемой установки осуществляется с его пультов управления через шкаф
управления. И выпрямитель, и шкаф управления
установлены на специальной площадке стационарной поворотной колонны, которая поворачивается вместе с ее поворотом.
Для сбора отработанного флюса, который
вместе со шлаком ссыпается по мере вращения
с наплавляемого блока, установка оборудована
специальным устройством, изготовленным в виде
бункера на телескопических ножках, на верхней
плоскости которого установлено сито с ячейкой
5 мм, а в нижней части эжектор. Сито позволяет
просеивать падающую с вращающейся при наплавке детали отработанную смесь флюса со шлаком, разделяя ее на шлак, который остается на
сетке сита и периодически сметается, и просеянный флюс, просыпающийся в бункер и использующийся повторно. Эжектор, к которому подведен сжатый воздух с давлением 3...5 атм, транспортирует воздушно-флюсовую смесь наверх в
флюсобункер наплавочного автомата для повторного использования. Телескопические ножки бункера устанавливаются на необходимую высоту,
что наряду с его горизонтальным перемещением
позволяет для каждого типоразмера наплавляемого блока выбирать его оптимальное расположение
в пространстве и собирать основную часть флюсошлаковой смеси, ссыпающейся с наплавляемого
блока. Учитывая большое разнообразие типоразмеров деталей, восстанавливаемых на ОАО
«ОГОК», в том числе нецилиндрической формы,
при разработке и изготовлении установки была
необходимость обеспечить ее максимальную универсальность. Реализуя это для установки РМ-15,
был разработан, а затем изготовлен и вошел в
комплект стол для наплавки плоских деталей.
Учитывая, что наплавочный автомат расположен
на поворотной колонне для перехода от наплавки
канатных блоков и других цилиндрических деталей к наплавке плоских деталей, установленных
на столе, требуется только развернуть колонну,
что выполняется за считанные секунды. При этом
стол устанавливается в любом удобном месте в
пределах рабочего сектора наплавочного автомата
с учетом возможности поворота колонны с консолью, на которой он закреплен и с которой поворачивается на угол 360°. Стол устанавливается
таким образом, чтобы горизонтальное передвижение консоли с автоматом обеспечивало наплавку продольных валиков закрепленных на столе
деталей, а поперечное передвижение на шаг наплавки обеспечивается винтовым механизмом самого стола.
Установка РМ-15 показала значительные преимущества по сравнению со старой установкой
портального типа, которые определяются как в
удобстве эксплуатации, так и в качестве наплавки,
а именно: упростилась операция установки и закрепления наплавляемой детали на планшайбе вращателя, чему способствует размещение наплавочного автомата на поворотной колонне, что, в свою
очередь, позволяет беспрепятственно отвести его
из рабочей зоны во время установки блока. Диапазон продольного горизонтального передвижения консоли с наплавочным автоматом в пределах
1800 мм позволяет обеспечить наплавку всех типоразмеров блоков во всех технологических положениях, не производя дополнительного перемещения вращателя, как на старой установке. Возможность автоматического перемещения на необходимый шаг наплавки позволяет производить
более точно наплавку необходимой конфигурации
изношенной поверхности, значительно сокращая
расход наплавочных материалов, трудоемкость
наплавки и последующей механической обработки. В сочетании с большим потенциалом расширения номенклатуры наплавляемых на установке
деталей за счет наплавки плоских деталей и внутренних поверхностей цилиндрических деталей это
свидетельствует об удачном варианте конструкторского решения и комплектации при изготовлении установки РМ-15.
Кроме крупногабаритных деталей, для наплавки и сварки которых можно использовать установки РМ УН-5, РМ-10, РМ-15 и др., имеется
широкая номенклатура малогабаритных деталей,
для сварки-наплавки которых ООО «НПП РЕММАШ» совместно с ОАО «Ильницкий завод
МСО» разработало два типа установок — РМ-165и ИЗРМ-5.
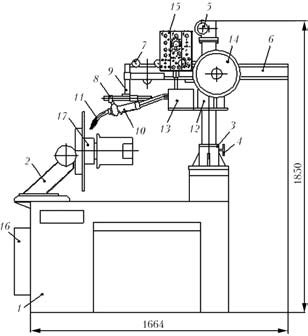
Рис. 2. Схема установки РМ-165 Установка РМ-165 (рис. 2) разработана и изготовлена по заказу ОАО «ДМКД» для комплектации комплекса КАС РМ-165, предназначенного
для восстановления роликов агломерационного
цеха. В базовом варианте эта установка позволяет
наплавлять самозащитной порошковой проволокой наружную и внутреннюю поверхность роликов диаметром до 300 мм, длиной до 500 мм и
массой до 63 кг.
Установка состоит из стола-основания 1, на
котором закреплены универсальный сварочный
вращатель 2 и поворотная колонна 3. Колонна,
поворачиваемая в установочное и рабочее положение, имеет фиксатор необходимого положения
4 и привод 5 для вертикального передвижения
траверсы 6, на которой установлен и по которой
передвигается сварочный автомат. Последний
смонтирован на двух тележках — приводной 7
и соединенной с ней неприводной 12, на которой
смонтирован подающий механизм 13 и подкассетник 14 для кассеты со сварочно-наплавочной
проволокой. На приводной тележке 7 смонтировано устройство 8 и 9 коррекции мундштука относительно наплавляемой детали, в которой закреплен корпус мундштука 10 и его направляющая
11, направляющие проволоку в зону сварки. Наплавляемые и свариваемые ролики закрепляются
на специальной оснастке 17, установленной на
планшайбе вращателя 2. Управление установкой
производится с пульта его управления 15 с помощью электрической схемы, смонтированной в
шкафу управления 16, который расположен в столе-основании установки 1. Установка комплектуется универсальным сварочным выпрямителем,
устанавливаемым рядом со столом-основанием.
При разработке и изготовлении комплекса
КАС РМ-165 применен блочный принцип с широкой кооперацией с предприятиями-изготовителями комплектующих узлов и сварочно-наплавочного оборудования. При этом у этих предприятий
не просто покупали серийно изготавливаемые
комплектующие с последующей их переделкой
и привязкой к установке, а заказывали и изготавливали по специальным техническим заданиям
основных разработчиков оборудования. Для этой
работы были привлечены ОАО «СиМЗ», поставлявший в доработанном виде подающий механизм
и источник питания, ОАО «Артем Контакт», поставлявший соответствующий техзаданию механизм передвижения сварочного трактора. Особую роль в создании установки и комплекса внес ОАО
«Ильницкий завод МСО», который не только изготовил согласно техническому заданию сразу
несколько основных узлов: корпус, вращатель, колонну, но и активно участвовал в разработке и
изготовлении всей установки. Такой подход и организация изготовления позволили за три месяца
разработать и изготовить установку РМ-165 и
комплекс в целом. Дополнительным положительным моментом разработки и изготовления данной
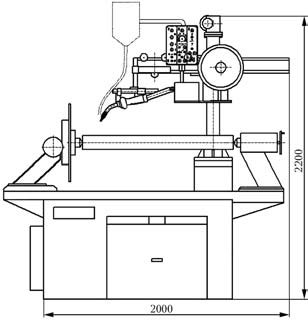
Рис. 3. Схема установки ИЗРМ-5
установки является ее перспективность в создании
целого ряда малогабаритных станков и установок
для других разновидностей дуговой сварки-наплавки, таких как электродуговая под флюсом и
в защитных газах, а также и для других групп
деталей типа вал и пластина.
Более универсальный станок был разработан
и изготовлен ООО «НПП РЕММАШ» в содружестве с ОАО «Ильницкий завод МСО». Это универсальный станок типа ИЗРМ-5, предназначенный для автоматической дуговой сварки–наплавки под флюсом, в среде защитных газов и самозащитной проволокой цилиндрических деталей
диаметром до 400 мм, длиной до 1000 мм и массой до 120 кг.
В отличие от установки РМ-165 установка
ИЗРМ-5 (рис. 3) дополнительно оборудована задней стойкой, бункером для флюса и бункером для
сбора шлака и отработанного флюса. Кроме того,
в комплект установки ИЗРМ-5 дополнительно
входят мундштуки–горелки для сварки–наплавки
в защитных газах и под флюсом, а также газорегулирующая аппаратура.
Описанные подходы к конструированию и
производству, реализованные в тесном сотрудничестве с заказчиками сварочно-наплавочного оборудования, позволили ООО «НПП РЕММАШ» в
содружестве с ОАО «Ильницкий завод МСО» в
течение нескольких лет разработать и изготовить
целый ряд установок как по назначению, так и
по габаритам свариваемых и наплавляемых деталей и охватывающих их широкую номенклатуру.
Experience of activity of a small-scale enterprise in design and manufacture of specialised welding-surfacing equipment
by using a modular principle and wide cooperation is considered. Examples of operation of a number of machines and
their application fields are presented.