Наплавочные станки и установки «РЕММАШ» –
эффективный инструмент восстановления и
упрочнения деталей
Титаренко В.И., Лантух В.Н. ООО «НПП РЕММАШ»,
Днепропетровск,
Лендел Ю.Ю., Пилипко В.И, Мудранинец И.Ф.
ПАО «ИЗМСО», с. Ильница, Украина
Вопрос сокращения текущих расходов на предприятиях всегда
актуален для решения вопроса повышения рентабельности любого
производства. Особенно он актуален в кризисной ситуации, когда
снижение текущих затрат является одним из основных направлений
для выживания как отдельных предприятий, так и целых отраслей
промышленности.
Одной из основных расходных статей для поддержания жизнедеятельности любого производства являются затраты связанные
с ремонтом машин и агрегатов, обеспечение их запасными деталями и узлами.
В вопросе значительного уменьшения этой статьи расходов
большую помощь оказывает технология восстановительной и упрочняющей наплавки. Наплавленный металл образует одно целое с основным металлом и связан с ним металлическими связями прочно и
надежно. Поэтому наплавка находит широкое применение, как при изготовлении новых деталей, так и при ремонте вышедших из строя.
При изготовлении с применением наплавки на рабочую поверхность
детали, изготовленной из углеродистой стали, можно нанести сплав,
обладающий необходимым для этой детали комплексом свойств – износостойкостью, жаропрочностью, термостойкостью, коррозионностойкостью и др. Наплавка при ремонте позволяет многократно восстанавливать первоначальные размеры вышедших из строя деталей,
при этом, правильно выбрав наплавочный материал и технологию
можно не только обеспечивать эксплуатационные характеристики на
уровне новых деталей, но и даже их превзойти. Так как масса наплавленного металла обычно не превышает нескольких процентов от массы наплавляемой детали, используя восстановительную наплавку,
можно многократно восстанавливая изношенные детали, экономить
большие средства на их приобретении или металл и затраты на их изготовлении. Используя упрочняющую наплавку при изготовлении деталей можно значительно уменьшить расход дорогостоящих высоколегированных сталей и сплавов.
Кроме этого, увеличивая упрочняющей наплавкой срок службы
деталей, узлов и механизмов, от которых зависит работа высокопроизводительного оборудования, мы сокращаем время и количество ремонтных простоев и тем самым повышаем производительность агрегатов и уменьшаем затраты на ремонты. Этим обусловлена большая
экономическая и техническая эффективность наплавки в металлургии,
горнодобывающей промышленности, на транспорте и в других отраслях промышленности, где большое количество деталей работают в
тяжелых условиях, быстро выходя из строя, требуя замены.
Средне данные эффективности наплавки показывают, что наплавочные технологии, оборудование и материалы позволяют:
восстановительной наплавкой одного килограмма наплавочного
материала заменить приобретение 20–25 кг новых деталей;
упрочняющей наплавкой одного килограмма наплавочного материала заменить приобретение 60–75 кг новых деталей;
при упрочнении наплавкой увеличить срок службы деталей в 2–5 раз;
одной гривной, вложенной в наплавку, получать от 5 до 10 гривен
экономии./li>
Кроме этого наплавка имеет природоохранное и ресурсосберегающее значение, позволяя одним килограммом наплавленного материала экономить:
70–100 кг агломерата
20–30 кг кокса
4–5 кВт электроэнергии
6–8 м3 природного газа [1]./li>
Предприятие ООО «НПП РЕММАШ», организованное в 2002 г.
на базе лаборатории наплавки и конструкторского отдела НИИ
«Черметмеханизация», с первых же шагов своей деятельности выбрало основным направлением работы разработку и изготовление
наплавочного оборудования, и в частности станков и установок. Так
как общее направление деятельности ООО «НПП РЕММАШ» в области наплавки было продолжением деятельности созданных ранее
ЧП «РЕММАШ» (сварочно-наплавочные технологии) и ЧНПКФ
«РЕММАШ» (наплавочные материалы), накопленный опыт разработки наплавочных технологий и материалов, а также опыт разработки в рамках НИИ «Черметмеханизация» наплавочного оборудования,
стал базой для разработки и изготовления новых наплавочных установок. Наплавочные станки и установки были выбраны, потому что
парк подобного оборудования на заводах Украины к 2000 году значительно устарел и износился, а нового подобного оборудования никто не производил, хотя в Украине работало несколько заводов, обеспечивающих комплектацию наплавочного оборудования сварочным
и механическим сварочным оборудованием («КЗЭСО» г. Каховка,
«СЭЛМА» г. Симферополь, «ИЗМСО» с. Ильница и др.).
В течение первых лет деятельности разработка и изготовление
оборудования производились на арендуемой в г. Днепропетровске
производственной базе. При этом заказываемое для установок, изготавливаемых в течение первых 3–4-х лет деятельности, комплектующее оборудование в основе своей было серийное, но с индивидуальными характеристиками под требования заказчика, оно приобреталось в базовом варианте, а затем производилась его переделка в соответствии с разработанными под заказчика техническими характеристиками. По такой схеме изготовления были разработаны и изготовлены установки РМ-УСВФ1, РМ-УСВФ2, РМ УН-5, а также выполнена для металлургических заводов модернизация нескольких установок. При такой схеме изготовления терялось много времени и
средств. Это послужило толчком к более тесному контакту при изготовлении установок между ООО «НПП РЕММАШ» и ПАО «Ильницкий завод МСО», учитывая, что 50–60 % наплавочных установок
– это механическое оборудование. В дальнейшем более тесные творческие контакты были также установлены с другими крупными поставщиками комплектующих для наплавочных установок.
Так впервые в 2005 году ООО «НПП РЕММАШ» объединил
свои усилия с ПАО «ИЗМСО» при создании установки РМ-10 для
наплавки правильных роликов прокатных станов. При этом за
РЕММАШ, кроме его торговой марки, была закреплена разработка
вместе с заказчиком ТЗ на установку, эскизного и рабочего проекта
установки, финансирование изготовления и комплектация покупными изделиями, контроль и при необходимости корректировка на
всех стадиях изготовления, испытания, пробная эксплуатация, а за
ПАО «ИЗМСО» изготовление основной части механического оборудования, при необходимости его доработка, сборка и монтаж.
Такое сотрудничество продолжается уже 10 лет. За это время совместными усилиями было разработано и изготовлено 14 типов установок, некоторые в нескольких экземплярах, а также накоплен
Рисунок 1 – Установка ИЗРМ-5 для
наплавки малогабаритных деталей
большой опыт в организации, разработке и изготовлении сварочнонаплавочного оборудования и определены основные принципы и
подходы, которые могут представлять интерес [2]. Они включают в
себя следующие основные элементы:
глубокий анализ аналогов разрабатываемого оборудования;
использование блочного принципа конструирования, при котором, исходя из технологической задачи, которую должна решать
конкретная установка, ее общая конструкция складывается из отдельных блоков («кубиков»), сконструированных ранее. Это позволяет оперативно предложить заказчику эскиз установки, соответствующий его техническому заданию, а затем в сжатые сроки реализовать его в готовую конструкцию;
максимальное привлечение соразработчиков и соизготовителей,
разрабатывающих и изготавливающих отдельные, полностью готовые узлы, из которых складывается установка, что позволяет максимально сократить сроки производства при высоком качестве отдельных узлов, изготавливаемых специализирующимся на изготовлении
этих узлов предприятиями, и как результат – всей установки в целом;
придание любой специальной установке функций универсальности,
что увеличивает загрузку установок и получаемую от них отдачу;
максимально возможное оснащение каждой установки технологической оснасткой, что позволяет повысить качество, стабильность, производительность и безопасность при работе на них;
на базе ранее разработанных типовых установок конкретизация
каждой установки под определенного заказчика, что позволяет не
приспосабливать установку под номенклатуру заказчика, а сразу,
сведя к минимуму время на внедрение, приступать к работе на ней;
авторский надзор как минимум в течение первого года эксплуатации установок и при необходимости доработка и переделка тех узлов, которые у заказчика вызывают вопросы при эксплуатации;
проработка и передача заказчику варианта технологии и материалов для износостойкой наплавки для опробования и внедрения на
новой установке наряду с принятыми у заказчика технологией и
материалами./li>
Расшифровывая эти основные принципы идеологии разрабатываемых и изготавливаемых установок можно сказать следующее:
Анализ аналогов мы стараемся выполнять не только литературный, но и с ознакомлением с работающими установками, изучением их положительных и отрицательных сторон, при этом стараемся привлечь к этой работе потенциальных заказчиков. Для этого
мы поддерживаем деловые отношения с десятками промышленных
предприятий Украины.
Использование блочного принципа конструирования мы производим как на базе разработанных и используемых ранее блоков,
так и с использованием таких блоков от других разработчиков и изготовителей. Для этого определившись с общей конструкцией установки, мы запрашиваем у всех изготовителей, не хватающих нам
кубиков блоков и путем выбора лучшего варианта определяем
нужных поставщиков.
Привлекать соразработчиков и соизготовителей мы стараемся с
активным и осознанным участием их в наших проектах, максимально раскрывая и информируя их, ставя задачу, которую они
должны выполнить. При этом мы просим их дать практическую
оценку и максимально прислушиваемся к замечаниям и встречным
предложениям. Наиболее активными участниками наших проектов
являются ПАО «КЗЭСО», ЭМЗ «Фирма «СЭЛМА», ООО
«САММИТ» и др. При этом мы всегда в наших информациях отдаем должное вкладу в наш проект всех участников.
Придавать любой установке принцип универсальности, мы начинаем с изучения номенклатуры наплавляемых деталей заказчика,
в том числе не только сегодняшней, но и перспективной. Так, к
примеру, предложив и оборудовав установки РМ-15, РМ УН-15,
РМ УН-5 столами для наплавки плоских деталей, мы позволили
включить в номенклатуру наплавляемых на них деталей кроме цилиндрических еще и детали с наплавляемыми плоскими поверхностями, а комплектация этих установок специальными мундштуками
для наплавочных автоматов позволили включить в номенклатуру
наплавку внутренней поверхности цилиндрических деталей. Обычно такая дополнительная комплектация установок увеличивает их
стоимость на 1–2 %, увеличивая загрузку на 10–20 %, т.е. в целом
повышает их эффективность и ускоряет окупаемость.
Оснащение установок РЕММАШ, особенно специальных, технологической оснасткой, предназначенной для относительно узкой
номенклатуры деталей позволяет предприятиям, использующим
такие установки значительно экономить вспомогательное время,
максимально повысить производительность наплавки и сварки, ее
стабильность и качество, а также безопасность сварочно-наплавочных работ. Наиболее яркие примеры – это комплектация технологической оснасткой установок РМ-УСВФ1 и РМ-УСВФ2 для сварки воздушных фурм доменных печей, установки РМ УН-10 для наплавки правильных роликов прокатных станов.
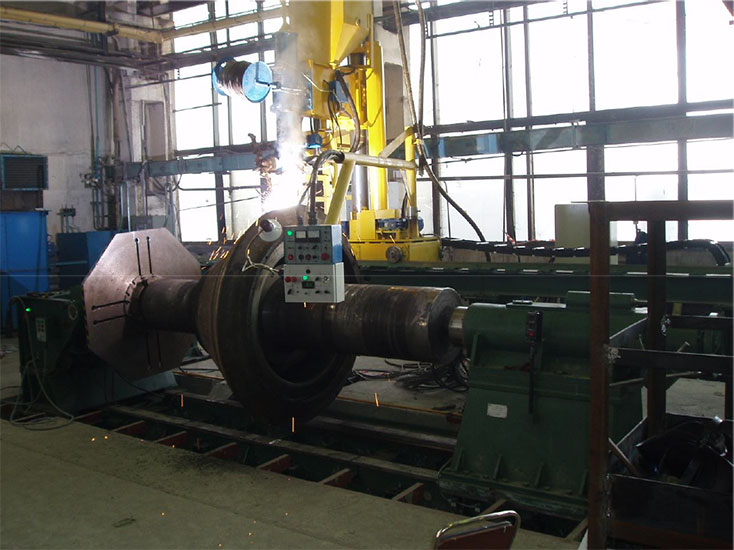
Рисунок 2 – Комплекс наплавочного оборудования РМ-12 для наплавки прокатных валков на базе токарного станка
Рисунок 2 – Комплекс наплавочного оборудования РМ-12 для наплавки прокатных валков на базе токарного станка (View full resolution image)
Конкретизация каждой нашей типовой установки под конкретного заказчика может производиться по нескольким причинам. Одной из них может быть такой вариант, когда установка предназначена для одного и того же наименования изделий, но при этом
группа этих изделий состоит из нескольких разновидностей, значительно отличающихся конструкцией и размерами. Например установка РМ УН-9 предназначена для наплавки железнодорожных колесных пар. Даже в базовом варианте, изготовленном для ПАО «Никопольский завод ферросплавов» она была универсальной, рассчитанной на наплавку колесных пар грузовых вагонов и шлаковозов,
с буксами и без. Однако очередной заказчик ОАО «Стойленский
ГОК» попросил нас расширить возможности установки, с тем, чтобы на ней можно было наплавлять еще колесные пары мотовозов и
автомотрис в сборе не только с буксами, но и с редукторами, что
потребовало значительной доработки установки РМ-9 под ОАО
«Стойленский ГОК». Другими вариантами изменения какого-то
конкретного типа установки является изменение их возможностей
по габаритам наплавляемых деталей и их массе, а также изменение
их комплектации и др.
Это позволяет не только экономить средства покупателям, заказывая и оплачивая только то, что необходимо для выполнения их
задач, но и получив установку под свою номенклатуру, максимально быстро ее освоить.
Авторский надзор за изготовленными и работающими у покупателей установками помогает покупателю в быстрейшем их освоении. Кроме этого в течение особенно первого года эксплуатации
возникают пожелания по возможным их переделкам с целью более
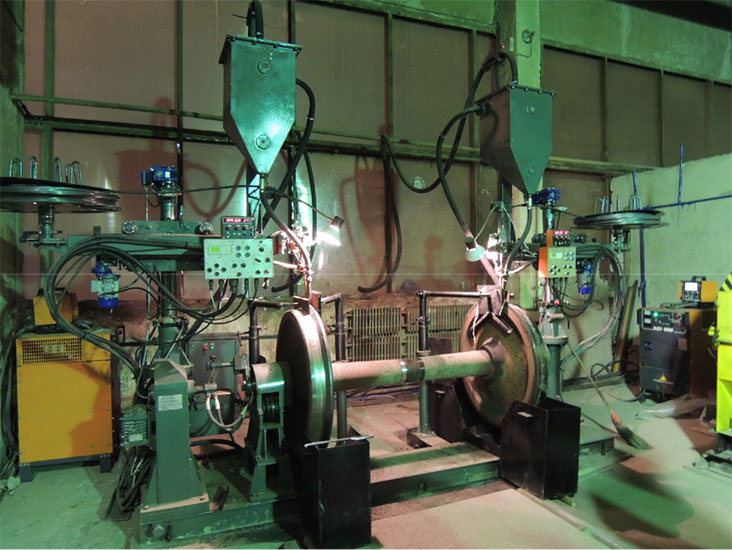
эффективного использования.Рисунок 3 – Установка РМ-9 для наплавки гребней железнодорожных
колесных пар
Рисунок 3 – Установка РМ-9 для наплавки гребней железнодорожных
колесных пар (View full resolution image)
Это связано с тем, что довольно часто идя в разрез с классической технологией наплавки какой-то группы деталей, которая заложена в идеологию установки, в процессе ее освоения возникают нестандартные пожелания и предложения по дооснащению либо небольшой переделке установки с целью повышения ее эффективности.
И хотя это бывает очень непросто реализовать на предприятия покупателя, мы, если видим действительные преимущества, по возможности идем на это. Так как в результате выиграет и покупатель, повысив
эффективность и мы, так как найденное и реализованное новое решение позволит нам в дальнейшем при необходимости его использовать. Такую переделку, например, мы выполнили на установке РМ-9уже при ее эксплуатации на Стойленском ГОКе, когда по просьбе заказчиков к существующей классической схеме уборки флюса из-под
детали с подачей его после просева в флюсобункер для повторного
использования добавили систему уборки не расплавившегося флюса
с поверхности наплавляемой детали, чаще применяемую при сварке.
Рисунок 4 – Установка РМ УН-15 для наплавки крупногабаритных деталей (до 15 т)
Рисунок 4 – Установка РМ УН-15 для наплавки крупногабаритных деталей (до 15 т) (View full resolution image)
Разработка новой технологии наплавки – это то, с
чего начинается и заканчивается работа над новой установкой. Начиная работу
над установкой мы закладываем в ее идеологию и
технические характеристики базовую технологию,
реализовать которую мы
должны с помощью комплекса всего оборудования,
входящего в комплектацию
установки. Заканчивая изготовление мы испытываем ее
путем наплавки нескольких
деталей по базовой заложенной нами вместе с заказчиком технологии с использованием базовых наплавочных материалов. Но при этом мы стараемся раскрыть перед покупателем перспективу использования более современных износостойких наплавочных материалов. Так, к примеру, ОАО «СГОК» заказывая у нас новые установки РМ УН-5 и РМ УН-15 был нацелен на их
использование для восстановительной наплавки низколегированными
проволоками сплошного сечения. Однако на приемочных испытаниях
мы продемонстрировали дополнительно и наплавку упрочняющими
порошковыми проволоками. Это стало началом постоянного исполь
зования таких материалов. На рис. 1–4 приведены несколько типовых
наплавочных установок, разработанных и изготовленных ООО «НПП
РЕММАШ» и ПАО «ИЗМСО».
Выводы
Используя изложенные
в материалах принципы и
подходы к разработке и изготовлению наплавочных
установок разработчикам и
изготовителям удалось:
сократить максимум до 6
месяцев время на разработку и изготовление нового
типа наплавочной установки, от выдачи заказчиком
технического задания на
установку до окончания ее
изготовления;
разработать и изготовить
за 10 лет 14 новых моделей
наплавочных установок.








")