Наплавка валков трубопрокатного стана порошковой проволокой ВЕЛТЕК-Н480НТ
П. Ф. Домбровский, Е. Ф. Чудаков, А. Н. Круподер, ЗАО «Нико Тъюб» (Никополь),
В. А. Войтенко, ЧП «Войтенко», А. А. Голякевич, Л. Н. Орлов, ООО «ТМ.ВЕЛТЕК» (Киев)
В настоящее время актуальной является задача повышения эффективности использования трубопрокатных станов, в том числе путем увеличения срока службы валков между переточками. Традиционно для наплавки валков первой клети непрерывного стана, входящего в состав ТПА «30-102», эксплуатируемого на Никопольском заводе бесшовных труб ЗАО «Нико Тьюб», применяют порошковую проволоку FCW-Sw-35W9Cr3SiV. Стойкость валков наиболее нагруженных клетей непрерывного стана не отвечает современным требованиям. После прокатки 1000-1200 т труб износ дна калибра валков достигает 3-5 мм, при этом на поверхности калибра образуются сетка разгара, риски, продольные и поперечные трещины, что ухудшает качество труб. Наличие глубоких рисок на поверхности калибров приводит к появлению закатанных дефектов на поверхности труб, которые очень трудно определить визуально непосредственно во время прокатки. Эти дефекты выявляются на завершающих стадиях производства труб при проведении неразрушающего контроля.
ООО «ТМ.ВЕЛТЕК» предложило применить для упрочняющей наплавки валков непрерывного стана порошковую проволоку WELTEC-H480NT с системой легирования C–Si–Mn–Cr–V–Mo–W. Проволока обеспечивает устойчивый процесс наплавки под флюсами АН20С, АН26П на постоянном токе обратной полярности, легкую отделимость шлаковой корки, отсутствие трещин и пор в наплавленном металле. Твердость наплавленного металла 50-56 HRCэ с отклонением ±1,5 HRCэ.
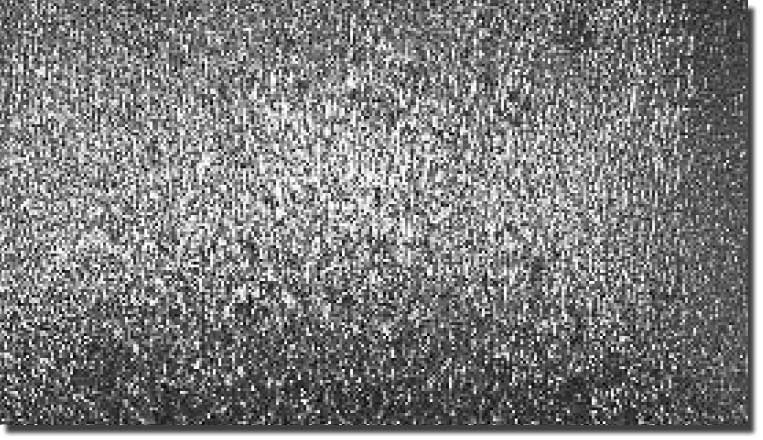
Рис. 2. Внешний вид поверхности калибра после прокатки 5000 т труб
Рис. 2. Внешний вид поверхности калибра после прокатки 5000 т труб
Проволокой WELTEC-H480NT наплавили первую и вторую клети непрерывного стана ТПА «30-102» согласно действующей на заводе технологии: в три слоя общей толщиной 10-12 мм по подслою, выполненному проволокой Св-08А под флюсом АН60.
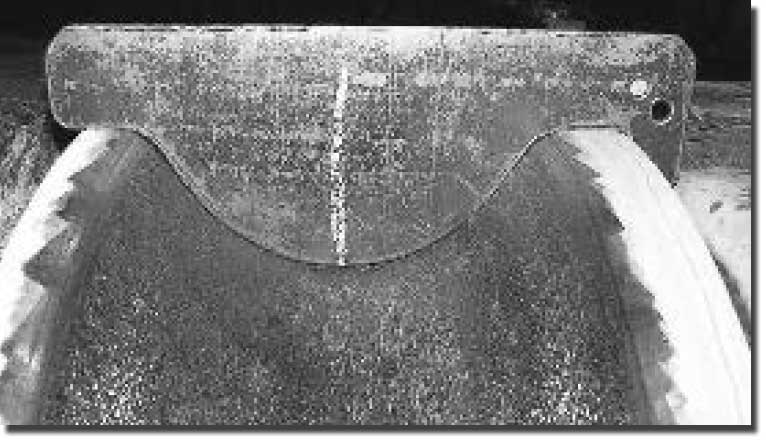
Испытания проводили на валках первой и второй клетей как наиболее нагруженных. Валки первой клети были извлечены из стана после прокатки 5000 т труб. Износ дна калибра валков составил 0,30,5 мм (рис. 1). Состояние поверхности калибров валков удовлетворительное, поверхность гладкая, без трещин (рис. 2). Износ дна калибров валков второй клети составил 1,5-2,0 мм после прокатки 8790 т труб.
При повторной наплавке валков первой клети проволокой WELTEC-H480NT износ дна калибра валков остался на прежнем уровне после прокатки 5040 т труб с сохранением приемлемого состояния рабочей поверхности калибра. Следует отметить, что замена калибров была произведена не из-за их износа, а в связи с переходом на прокатку труб ответственного назначения, требующих согласно действующей технологии принудительной замены клетей. В процессе испытаний нареканий на качество наплавленного металла не отмечено.
По результатам опытных прокаток с использованием валков непрерывного стана, наплавленных проволокой WELTEC-H480NT, признано рациональным проведение промышленных испытаний нового наплавочного материала.