Ресурсосберегающая электродуговая наплавка порошковой проволокой (доклад в Румынии)
Голякевич А.А., Орлов Л.Н.
ООО «ТМ.ВЕЛТЕК» Украина
Доклад на 8 Международной конференции «Innovative Technologies for Joining Advanced Materials», 2-3 июня 2016, Тимишоара, Румыния
Рабочий момент наплавки валков прокатных станов
Рабочий момент наплавки валков прокатных станов
Повышение срока службы оборудования достигается приданием рабочим поверхностям деталей стойкости к износу в различных средах, что позволяет снизить убытки в различных отраслях промышленности. Среди существующих технологических процессов предпочтение отдается нанесению упрочняющих слоев. Одним из эффективных направлений является применение электродуговой наплавки порошковой проволокой. К побуждающим факторам применения порошковых проволок относится следующее: реализация любой системы легирования металла, высокопроизводительный экономичный процесс сварки и наплавки, высокое качество наплавленного металла, легкая адаптация к механизированным, автоматизированным и роботизированным процессам. Анализ условий эксплуатации деталей оборудования позволяет выявить действующие виды износа и преобладающий износ. На основе такого подхода определяется выбор легирования порошковых проволок с учетом применяемой защиты зоны сварочной дуги (открытая дуга, флюс, углекислый газ или смесь газов) и режима процесса наплавки и термической обработки.
Применительно к ремонту металлургического оборудования и его ответственных деталей и технологического инструмента (прокатные валки, печные ролики, ролики правильных машин и машин непрерывного литья заготовок, металлорежущие ножи), которые работают в условиях ударных нагрузок, сложного термонапряженного состояния, абразивного износа, выполняется реновационная наплавка, которая требует придания упрочняющим слоям особых свойств.
Наплавка валков прокатных станов
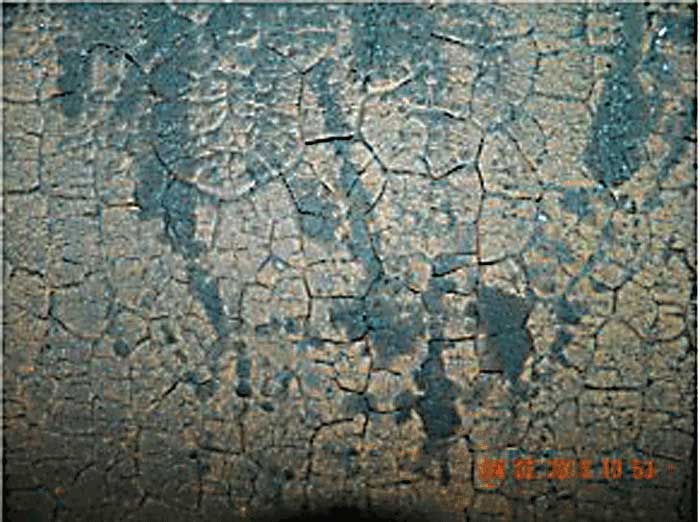
Сетка термических трещин на поверхности прокатного валка
Сетка термических трещин на поверхности прокатного валка
Ремонтные службы металлургических комбинатов Украины и России традиционно применяют электродуговую наплавку под флюсом порошковой проволокой ПП-Нп-35В9Х3СФ для ремонта валков заготовительных прокатных станов, предназначенных для прокатки блюмов или слитков в заготовки различной формы. (рис.1). В процессе эксплуатации на рабочей поверхности валков образуется выкрашивание металла и развитие трещин разгара.
Существующие методики испытания на термоциклирование, теплостойкость и износ при высоких температурах не позволяют достоверно оценить стойкость к износу в условиях прокатки. Предпочтение отдано натурным испытаниям на металлургических комбинатах Украины: ММК им. Ильича, Азовсталь (г. Мариуполь), Криворожсталь (г. Кривой Рог). Прокатные валки были наплавлены порошковыми проволоками ПП-Нп-35В9Х3СФ, ВЕЛТЕК-Н505-РМ и ВЕЛТЕК-Н550-РМ под основным флюсом АН-26П (табл. 1).
Химический состав наплавленного металла (мас.%) Таблица 1
Усредненные показатели относительной износостойкости определялись по величине износа, относительной стойкости против образования трещин и их количеству, величине раскрытия и глубине проникновения трещин на прокатных валках (табл. 2).
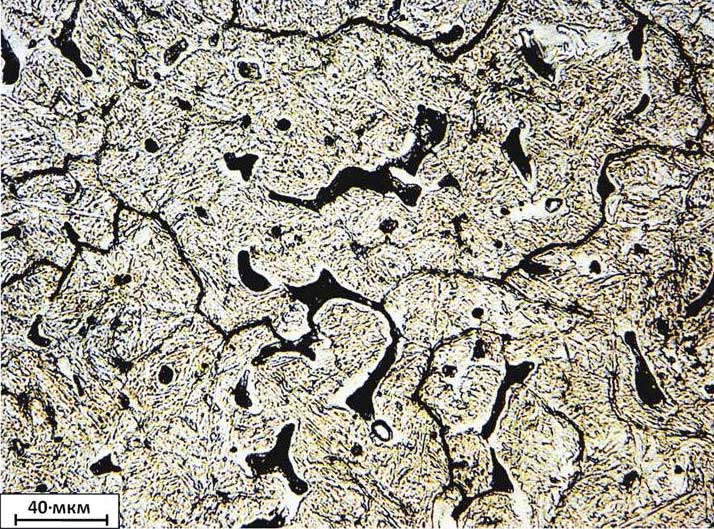
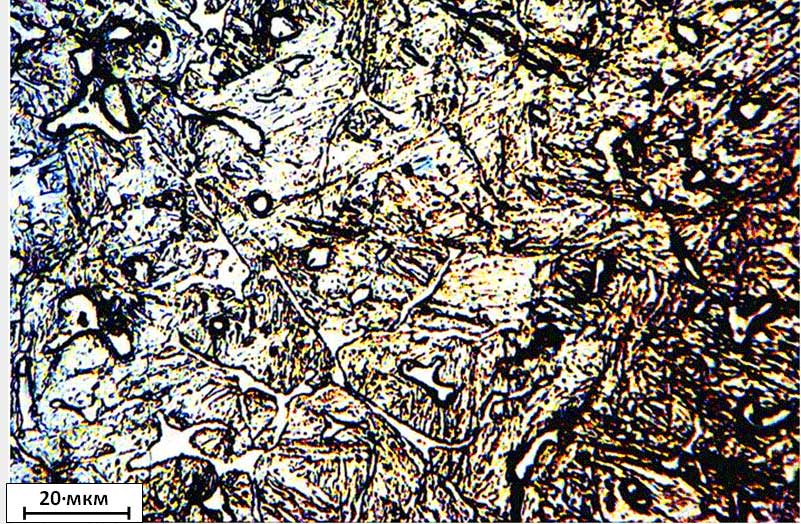
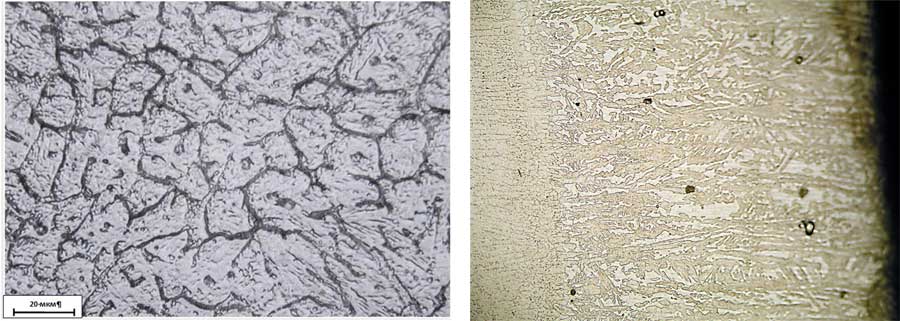
35В9Х3СФ – мартенсит, тростит, остаточный аустенит, формирование карбидных эвтектик и крупных карбидов по границам зерен (рис. 1). Структура матрицы - мартенситная с твердостью 48-50HRC. Износ поверхности валков наплавленных проволокой ПП-Нп-35В9Х3СФ проявляется в виде выкрашивания металла и образования крупных трещин разгара, что связано, по-видимому, с коагуляцией карбидов под циклическим действием высоких удельных давлений и температур.
Микроструктура наплавленного металла ВЕЛТЕК-Н505 (х500)
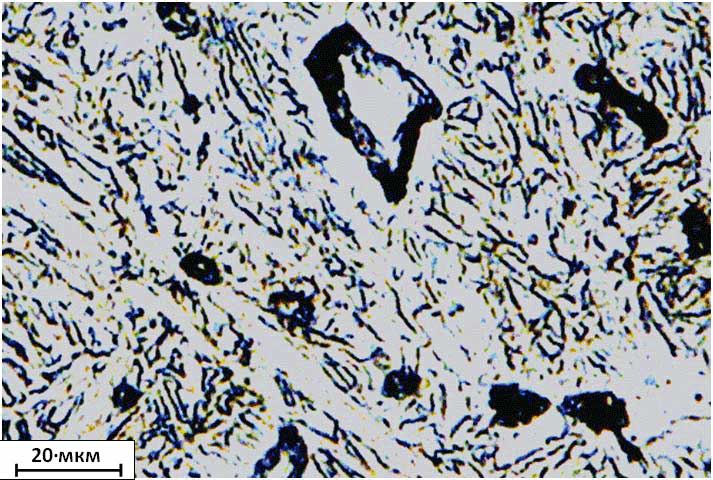
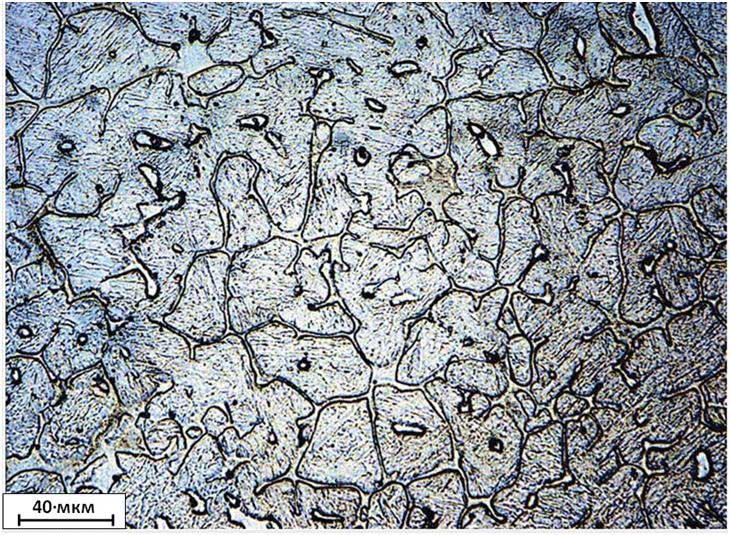
ВЕЛТЕК-Н550-РМ – мартенсит, остаточный аустенит преимущественно по границам зерен, незначительное формирование карбидных эвтектик (рис. 2). Карбиды ванадия и вольфрама формируются по границам и внутри зерен. Границы аустенитных зерен более замкнутые, чем у ПП-Нп-35В9Х3СФ. На этих границах прошел этап эвтектического распада, но без выделения карбидных частиц с образованием сплошных прослоек. Формируется дисперсная мартенситная матрица с карбидами. Формируются участки с более высоким содержанием фосфора, вследствие различия уровня его растворимости в феррите и аустените. В некоторых случаях формируются фосфиды. Твердость мартенситной матрицы 50-52HRC.
Наплавка
Наплавка
Более высокая стойкость к истиранию. Образуется мелкая сетка трещин разгара.
ВЕЛТЕК-Н505-РМ – матрица тела зерен представляет собой мелкоигольчатый мартенсит, границы зерен окаймлены оторочками остаточного аустенита.
Мартенситная матрица более дисперсная и упрочнена мелкими специальными карбидами. Твердость мартенситной матрицы 53-55HRC.
Отсутствует образование трещин разгара. По износу истиранием выше по сравнению с базовой проволокой ПП-Нп-35В9Х3СФ.
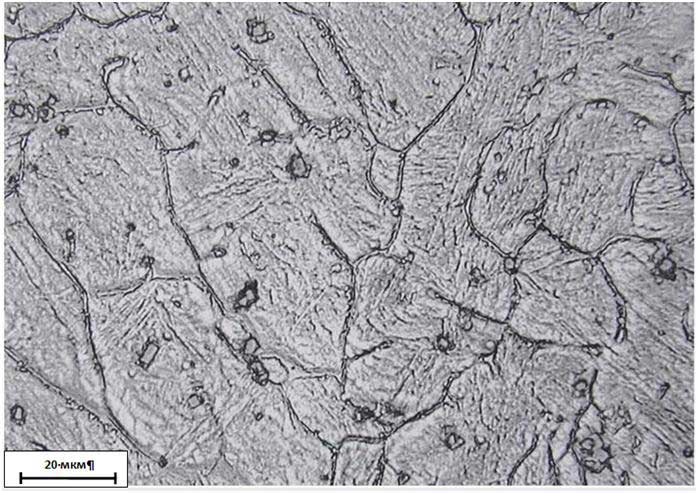
Микроструктура металла, наплавленного ВЕЛТЕК-Н480НТ (×1000)
Традиционно для наплавки валков первой и второй клетей трубопрокатного стана, входящего в состав ТПА «30–102» Никопольского завода бесшовных труб ЗАО «Нико Тьюб», применяется порошковая проволока ПП-Нп-35В9Х3СФ. Стойкость валков наиболее нагруженных клетей непрерывного стана не отвечает современным требованиям. После прокатки 1000÷1200 тонн труб износ валков по дну калибра достигает 3÷5 мм,
Микроструктура металла, наплавленного ВЕЛТЕК-Н480НТ (×1000)
при этом на поверхности калибра образуется сетка разгара, риски, продольные и поперечные трещины, что приводит к ухудшению качества труб. Наличие глубоких рисок на поверхности калибров приводит к появлению закатанных дефектов на поверхности труб, которые очень трудно определить визуально непосредственно во время прокатки. Эти дефекты выявляются на завершающих стадиях производства труб, при проведении неразрушающего контроля.
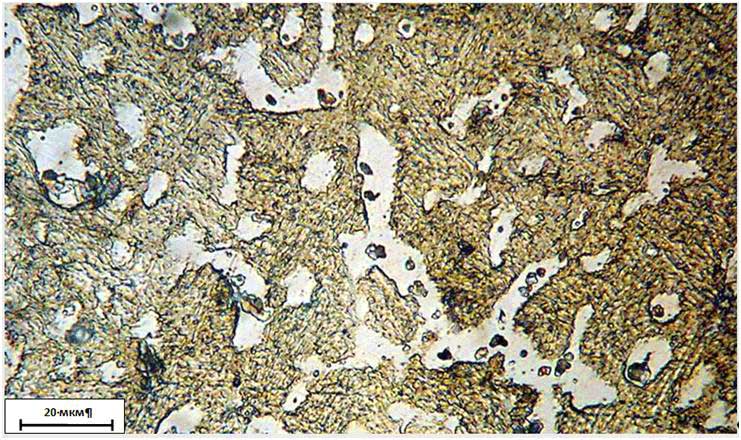
Повышение стойкости к износу достигнуто применением наплавки порошковой проволокой ВЕЛТЕК-Н480НТ (C-Si-Mn-Cr-V-Mo-W). Структура наплавленного металла представлена преимущественно мелкоигольчатым мартенситом с присутствием остаточного аустенита и карбидных эвтектик по границам зерен (рис. 4). Дисперсные карбиды равномерно распределены в теле зерен и по их границам. Твердость наплавленного металла 50-56HRC. Контроль износа профиля калибра. Внешний вид состояния поверхности (калибра после прокатки 5000 т труб
Контроль износа профиля калибра. Внешний вид состояния поверхности (калибра после прокатки 5000 т труб
Внешний вид состояния поверхности калибра после прокатки 5000 т труб ПП-Нп30Х4В2М2НФС
Внешний вид состояния поверхности калибра после прокатки 5000 т труб ПП-Нп30Х4В2М2НФС
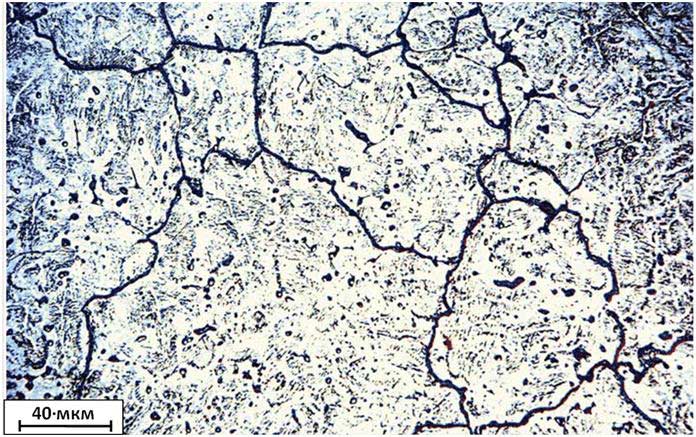
Сетка трещин на поверхности валка трубопрокатного стана после прокатки 1500 тонн труб Нп-30Х3В9СФН
Сетка трещин на поверхности валка трубопрокатного стана после прокатки 1500 тонн труб Нп-30Х3В9СФН
Испытания на износ были проведены на наиболее нагруженных валках первой и второй клетей трубопрокатного стана ТПА «30–102». Валки первой клети были извлечены из стана после прокатки 5000 тонн труб. Износ по дну калибра составил 0,3-0,5 мм. Состояние поверхности калибров валков удовлетворительное, поверхность гладкая и трещины отсутствовали. Износ валков второй клети составил 1,5÷2,0 мм после прокатки 8790 тонн труб. Ресурс валков повышен с 1200 до 8000 тонн проката труб.
Наплавка роликов МНЛЗ
Сортовая машина непрерывного литья заготовок
Сортовая машина непрерывного литья заготовок
Процесс наплавки роликов МНЛЗ порошковой проволокой ВЕЛТЕК-Н470 под флюсом АН26п
Процесс наплавки роликов МНЛЗ порошковой проволокой ВЕЛТЕК-Н470 под флюсом АН26п
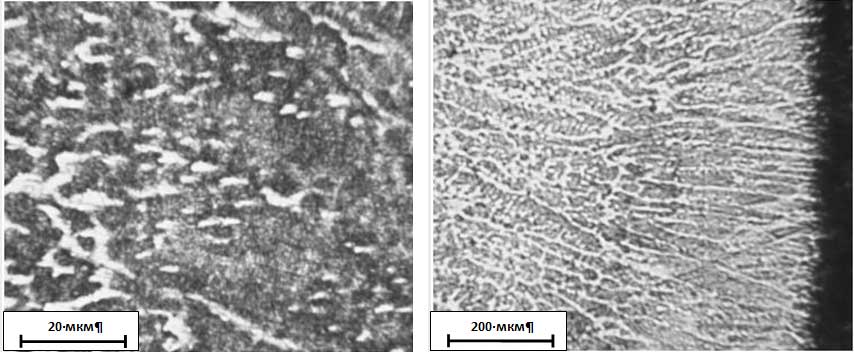
Рис. 5 Микроструктура металла, наплавленного ВЕЛТЕК-Н470 (объемная доля δ-феррита 5,2 %, твердость после наплавки 42-46HRC) (×1000)
Рис. 5 Микроструктура металла, наплавленного ВЕЛТЕК-Н470 (объемная доля δ-феррита 5,2 %, твердость после наплавки 42-46HRC) (×1000)
Применительно к наплавке роликов МНЛЗ разработаны порошковые проволоки ВЕЛТЕК-Н470, ВЕЛТЕК-Н470 и ВЕЛТЕК-Н470С для наплавки под флюсом, в смеси 82Ar+18CO2 и открытой дугой упрочняющего слоя устойчивого к воздействию высоких температур, термоциклирования и коррозионной среды. Применены системы легирования проволок (Cr-Mn-Ni-Mo-N, Cr-Mn-Ni-Mo-V-Nb).
Микроструктура металла, наплавленного ВЕЛТЕК-Н470
Микроструктура металла, наплавленного ВЕЛТЕК-Н470
Повышению стойкости к износу дополнительно способствует содержание углерода менее 0,1% и замена части углерода азотом, что снижает процессы укрупнения зерен и формирования на границах зерен карбидов хрома. Образующиеся нитриды равномерно распределены в структуре металла, проявляется эффект вторичного упрочнения в процессе эксплуатации роликов вследствие воздействия термоциклирования. Структура наплавленного металла представляет собой низкоуглеродистый дисперсный мартенсит, упрочненный дисперсными карбидами (рис. 5). Содержание дельта феррита не превышает 5%. Изготовительная и ремонтная наплавка указанными порошковыми проволоками обеспечивает требуемый ресурс роликов МНЛЗ.
Наплавка крановых колес
Установка для наплавки крановых колес
Установка для наплавки крановых колес
На предприятиях всех отраслей эксплуатируется большой парк кранов, при их обслуживании значительные ресурсы расходуются на ремонт крановых колес. На основе анализа причин, приводящих к изнашиванию рабочей поверхности крановых колес, наплавленных традиционными наплавочными материалами, определены требования к структурному состоянию наплавленного металла, гарантирующего повышение износостойкости. Разработана порошковая проволока (C-Cr-Mn-V), обеспечивающая получение наплавленного металла со структурой метастабильного аустенита в сочетании с оптимизацией параметров процесса электродуговой наплавки и последующей термической обработки. Достигнуто повышение ресурса крановых колес в 3-5 раз, что позволяет предприятиям существенно снизить затраты на эксплуатацию кранов.
Партия наплавленных крановых колёс после механической обработки
Партия наплавленных крановых колёс после механической обработки
Структура метастабильного аустенита по сравнению с другими обладает существенно большей энергоемкостью. Это обусловлено тем, что часть энергии внешнего воздействия расходуется на протекание динамического деформационного мартенситного превращения (ДДМП) и, соответственно, меньшая ее доля идет на разрушение. ДДМП является проявлением эффекта самозакалки при нагружении, позволяющего материалам использовать внутренний ресурс и приспосабливаться к внешним нагрузкам.
Проводили дюрометрические, металлографические исследования. Фазовый состав наплавленного металла определяли методом рентгеновского анализа с использованием дифрактометра ДРОН-4. Оценивалась износостойкость при сухом трении на машине МИ1-М и абразивном воздействии по методу Бринелля – Хауорта.
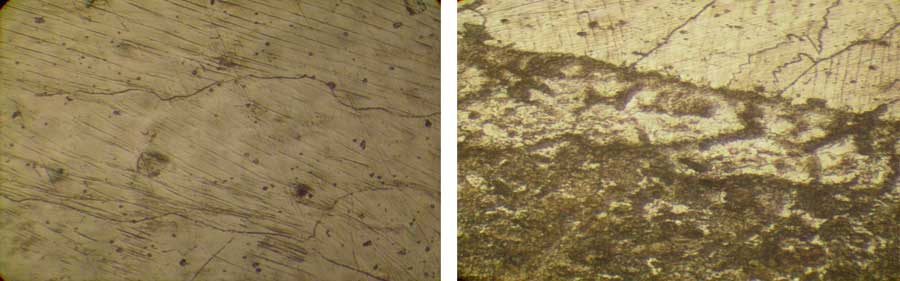
Наплавленный металл имеет аустенитную структуру с дисперсными карбидами, располагающимися внутри зерен. В некоторых из них видны линии скольжения, что является следствием деформации при возникновении внутренних напряжений. Микротрещины в наплавленном металле отсутствуют (рис 6). Сплавление с основным металлом хорошее, каких-либо дефектов не обнаружено.
Измерения твердости по сечению показывают, что она вблизи поверхности наплавленного металла составляет НВ 217-220, а вблизи переходной зоны возрастает до НВ 280-300. Последнее может быть следствием диффузии углерода из основного металла в наплавленный, так как в последнем его концентрация значительно ниже. Исходная твердость пластины из стали 65Г, на которую осуществлялась наплавка, составляла ~ НВ 240.
Микроструктура металла, наплавленного порошковой проволокой ВЕЛТЕК-Н285С: а поверхностный слой, б - зона сплавления (x550)
Микроструктура металла, наплавленного порошковой проволокой ВЕЛТЕК-Н285С: а поверхностный слой, б - зона сплавления (x550)
Повышение износостойкости крановых колёс достигнуто образованием аустенита пониженной стабильности и снятием внутренних напряжений применением термообработки.
Разработанный наплавочный материал может иметь широкий спектр применения. Его следует использовать не только для восстановления крановых колёс, но и колёс железнодорожного подвижного состава предприятий, вагонеток, работающих в карьерах, различного рода роликов, цапф сталеразливочных ковшей, быстроизнашивающихся деталей, работающих в слабоагрессивных средах, например плунжеров гидропрессов, клапанов запорной арматуры и многих других деталей, восстанавливаемых в настоящее время малоуглеродистыми наплавочными материалами различной степени легирования.
Наплавка роликов правильных машин
Установка для наплавки цилиндрических деталей
Установка для наплавки цилиндрических деталей
Ролики правильных машин традиционно изготавливаются из малотехнологичной стали 9Х1 с поверхностной термической обработкой (ТВЧ или ТПЧ). Однако жесткие условия работы этих роликов, особенно при правке листового и сортового проката из легированных марок стали с окалиной, приводят к преждевременному выходу их из строя. Недостаточная стойкость роликов правильных машин из стали 9Х1 с поверхностной закалкой даже при обеспечении достаточно высокой твердости (61-63 HRC) объясняется также недостаточным количеством упрочняющих фаз (карбидов, карбонитридов) в структуре этих роликов и недостаточной толщиной закаленного слоя (от 1,5 мм до 5 мм). Кроме того, ролики правильных машин из стали 9Х1 до сих пор никто не ремонтировал из-за неудовлетворительной свариваемости этой марки стали.
Применительно к решению этой задачи предприятием ООО «ТМ.Велтек» разработаны порошковые проволоки WT550.01-F (C-W-Mo-Cr-V) и WT545-F (C-Mo-Cr-V-Ni). Высокая твердость HRC 57-60 наплавленной рабочей поверхности роликов достигается формированием мартенситной структуры упрочненной дисперсными карбидами (рис. 7), а также уменьшением зерна первичной структуры за счет выполнения процесса наплавки проволокой диаметром 2,0 мм на режимах, оптимально сочетающих производительность и тепловложение. Процесс наплавки выполняли на постоянном токе обратной полярности под флюсом АН-26П на режиме Iд = 260-280А, Uд = 30В, Vсв = 28-30 м/ч.
Ролики правильных листовых машин с диаметром бочки 190, 230, 250, 360 мм из стали 9Х1, отремонтированные по новой технологии, обеспечили для ОАО «Выксунский металлургический завод» срок службы в 3-4 раза более высокий, чем аналогичные новые ролики из той же стали 9Х1 с поверхностной закалкой. Кроме того, стоимость ремонта этих роликов по новой технологии составила менее половины стоимости изготовления из стали 9Х1.
Микроструктура металла, наплавленного порошковой проволокой ВЕЛТЕК-Н545 рабочего слоя ролика
Микроструктура металла, наплавленного порошковой проволокой ВЕЛТЕК-Н545 рабочего слоя ролика
Наплавки элементов силовой гидравлики механизированных крепей
Наплавка плунжера порошковой проволокой ВЕЛТЕК-Н425 под флюсом АН26п
Наплавка плунжера порошковой проволокой ВЕЛТЕК-Н425 под флюсом АН26п
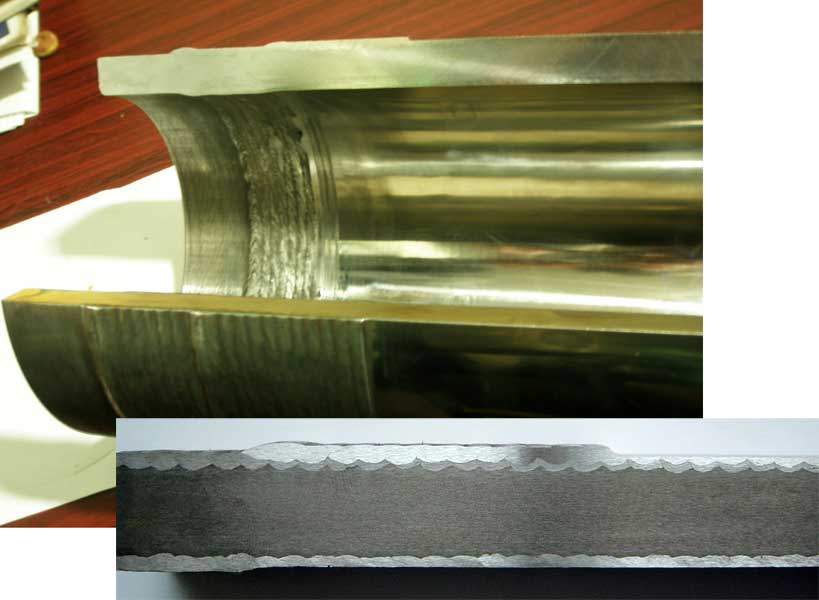
В настоящее время актуальна задача капитального ремонта и изготовления нового горно-шахтного оборудования. ЗАО «НПП Спецуглемаш» (г. Горловка) выполняются работы по капитальному ремонту крепей отечественного и зарубежного производства М88, МТ, 1КД80,3КД90, 3КД90Т, 1М103, ДМ «Глинник», «Фазос», узлов секций крепи MVPO, а также изготовлению новых крепей КГУМ, 1М103, КТС, секций ОПК, стоек СПГ4000, СШ2.00.000. Рабочие поверхности стоечно-домкратной группы наплавляют порошковой проволокой ВЕЛТЕК-Н425 Ø2,0 мм под флюсом АН-26П, АН-20.Макрошлифы наплавленного плунжера
Макрошлифы наплавленного плунжера
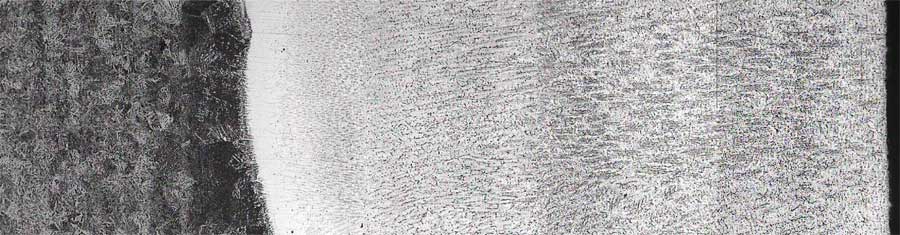
Наплавленный металл (хромистый металл Cr>16% дополнительно легированный Ni, Mo,V с пластичной структурой мартенсит + феррит) обладает высокой коррозионной стойкостью в условиях воздействия подземных вод и твердостью 40-45HRC (рис. 8). Объекты наплавки представляют собой цилиндрические детали Ø60-300мм. Достигнут стабильный процесс 2-х слойной наплавки кольцевыми валиками по винтовой линии во всем диапазоне диаметров штоков и плунжеров 70-300 мм при толщине наплавленного слоя 2,5-3,0 мм с учетом припуска на механическую обработку. Однослойная внутренняя наплавка выполняется на диаметрах 150 мм и более на специализированной установке оснащенной приспособлением для подачи флюса и отвода шлаковой корки. Обеспечивается высокое качество наплавки при минимизации припуска на механическую обработку.
Микроструктура металла наплавленного слоя
на поверхности плунжера (х100) (х1000)
Микроструктура металла наплавленного слоя
на поверхности плунжера (х100) (х1000)
ЗАКЛЮЧЕНИЕ
В заводских условиях успешно применена ремонтная наплавка порошковой проволокой деталей ответственного оборудования. За счет повышения износостойкости рабочих поверхностей достигнуто повышение ресурса оборудования и экономия средств на его ремонт и эксплуатацию.





")
")
")
")
")

")
")






 (×1000)")



")




 (х1000)")