8 International Conference «Innovative Technologies for Joining Advanced Materials», June 2-3, 2016, Timisoara, Romania
РHardfacing of mill rolls
РHardfacing of mill rolls
Extension of service life of equipment can be achieved by imparting to working surfaces of parts wear resistance in different environments, which makes it possible to reduce losses in different branches of industry. Among the existing processes, preference is given to deposition of hardfacing overlays. One of the effective ways is hardfacing by arc welding with flux-cored wires (FCAW hardfacing). Motivating factors to use flux-cored wires include the following: implementation of any alloying system, high-performance cost-effective overlay welding process, high quality of deposited metal, easy adaptation to mechanized and automated processes. Analysis of operating conditions of a specific part makes it possible to determine all acting types of wear and the one which is predominant. Based on this analysis, alloying components of flux-cored wires with consideration for the type of welding arc zone protection (open arc, submerged arc, carbon-dioxide or mixed gas shielded welding process), and the overlay welding and heat treatment conditions are determined.
As regards the repair of metallurgical equipment, its critical parts and technological tools (mill rolls, furnace rollers, rolls of straightening machines and continuous casting machines, metal-cutting knives) work in conditions of impact load, severe thermal stress, abrasive wear, and therefore hardfacing overlays require special properties.
Hardfacing of mill rolls
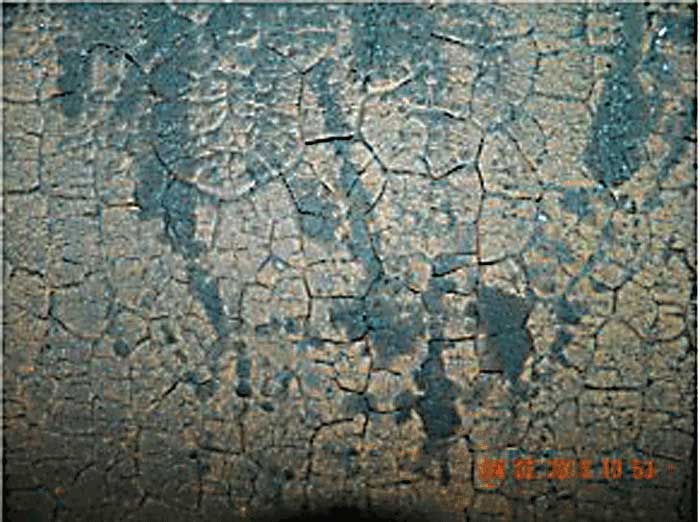
Fire cracking occur on the working surface of the rollsа
Fire cracking occur on the working surface of the rollsа
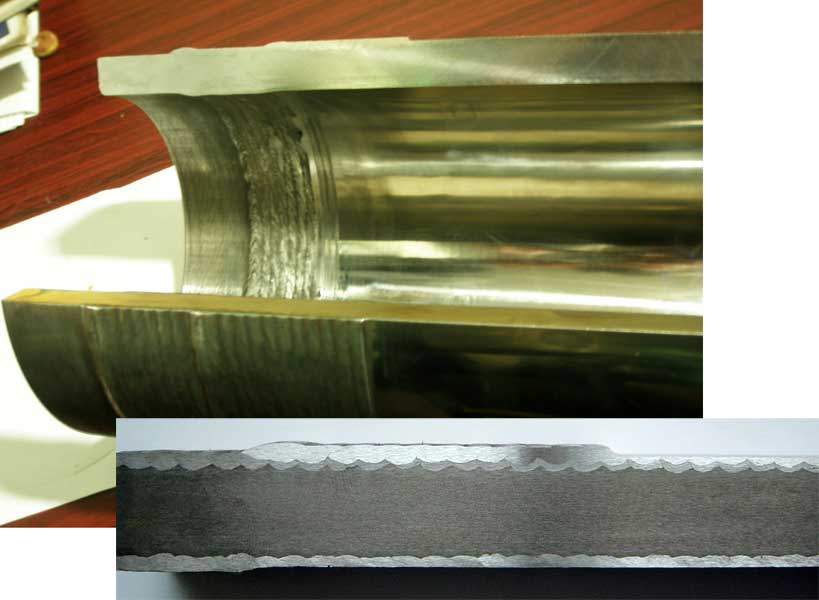
Maintenance services of steel works in Ukraine and Russia traditionally use the FCAW hardfacing wire FCW-Sw-35W9Cr3SiV to repair the rolls of billet rolling mills intended for rolling of blooms or ingots into billets of various shapes. During the operation, spalling and fire cracking occur on the working surface of the rolls.
Existing methods of tests for thermal cycling resistance, thermal stability and high temperature wear do not allow to reliably estimate the resistance to wear under real rolling conditions. Preference is given to on-site tests at Ukranian metallurgical complexes such as Ilyich Iron and Steel Works of Mariupol (MMKI, Mariupol), Azovstal Iron & Steel Works (Mariupol), ArcelorMittal (Kryvyi Rih, former Kryvorizhstal). The mill rolls were hardfaced with submerged arc welding flux-cored wires such as FCW-Sw-35W9Cr3SiV, WELTEC-H505-RM and WELTEC-H550-RM, using the basic welding flux АN-26P (Table 1).
Chemical composition of all-weld metal (wt.%) Table 1
Wire
C
Mn
Si
W
Mo
Cr
V
Ni
HRC
PP-Np-35V9H3SF
0,24
0,73
0,65
9,2
-
3,2
0,50
-
48-50
WELTEC-N505RM
0,30
0,60
0,54
9,3
-
3.0
0,48
0,50
50-54
WELTEC-N550RM
0,50
0,80
0,67
10,5
0,2
4,3
0,50
-
50-52
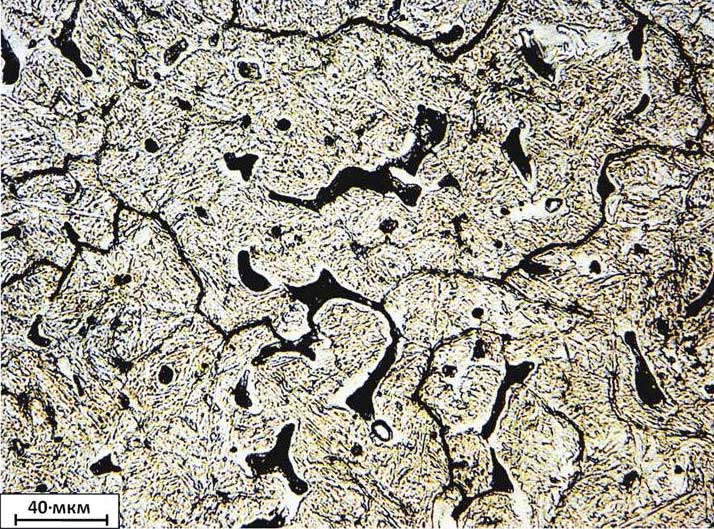
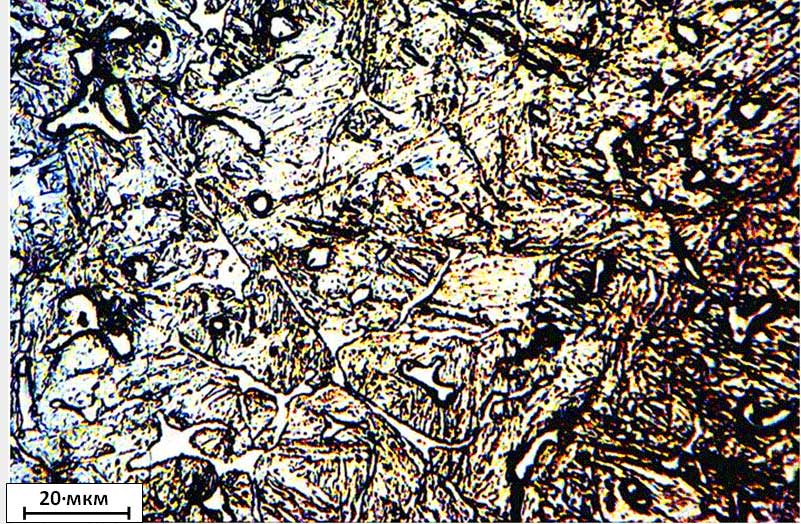
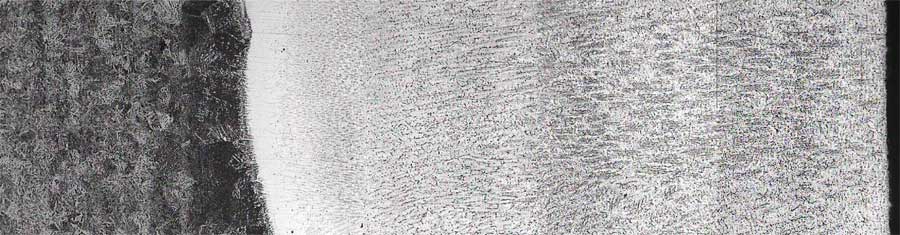
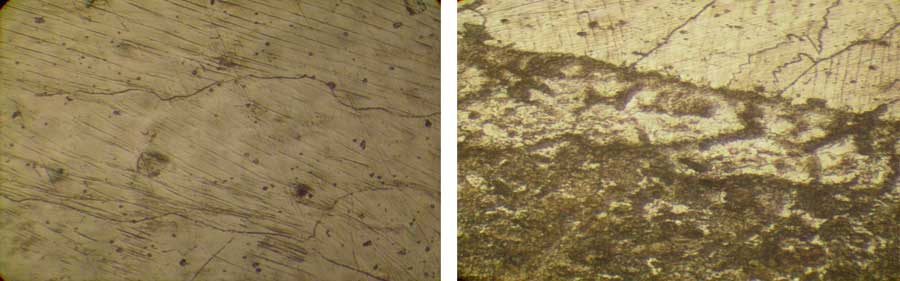
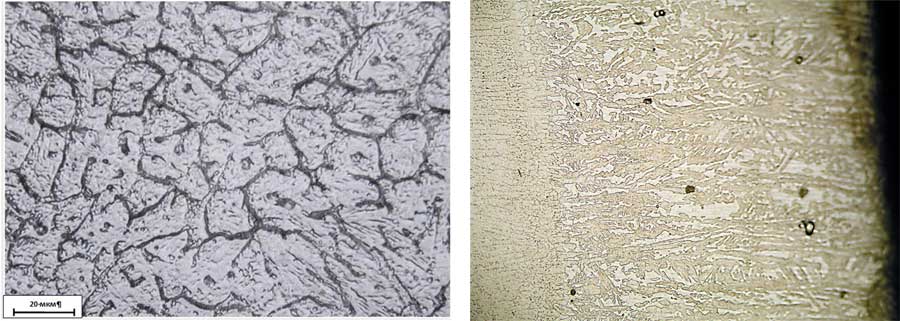
Microstructure of an all-weld metal deposited with PP-Np-35V9H3SF: (х500)
Microstructure of an all-weld metal deposited with PP-Np-35V9H3SF: (х500)
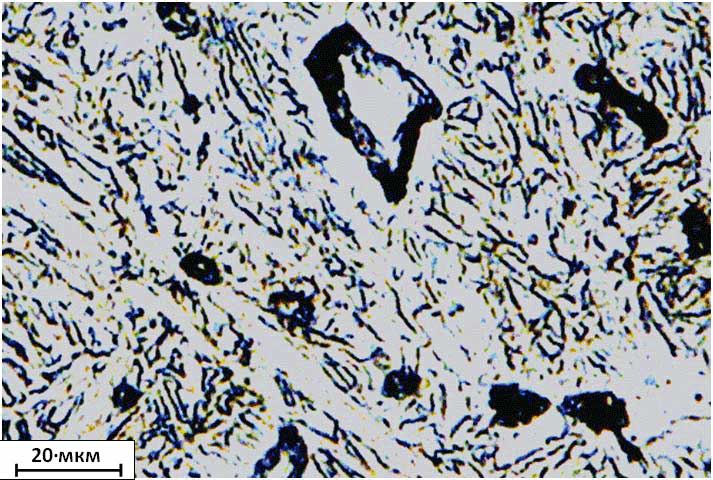
Microstructure of an all-weld metal deposited with PP-Np-35V9H3SF: (х1000)
Microstructure of an all-weld metal deposited with PP-Np-35V9H3SF: (х1000)
The averaged values of the relative wear resistance were determined by the magnitude of wear, relative resistance against formation of cracks and their number, dimension of opening and depth of penetration of cracks on the mill rolls (Table 2).
Roll wear values Table 2
Wire
Alloying system
Hardness, HRC
Wear resistance
Crack resistance
PP-Np-35V9H3SF
С-Cr-W-V
44-46
1,0
1,0
WELTEC-N505RM
C-Cr-W-V-Ni
50-54
1,3
2,0
WELTEC-N550RM
C-Cr-W-V
54-57
2,0
1,5
All-weld metal microstructure:
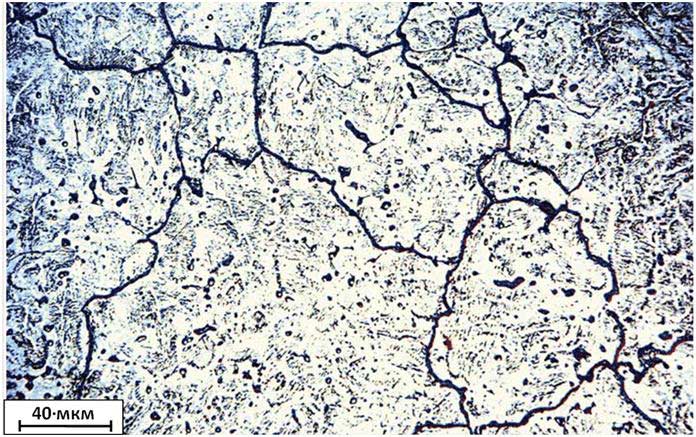
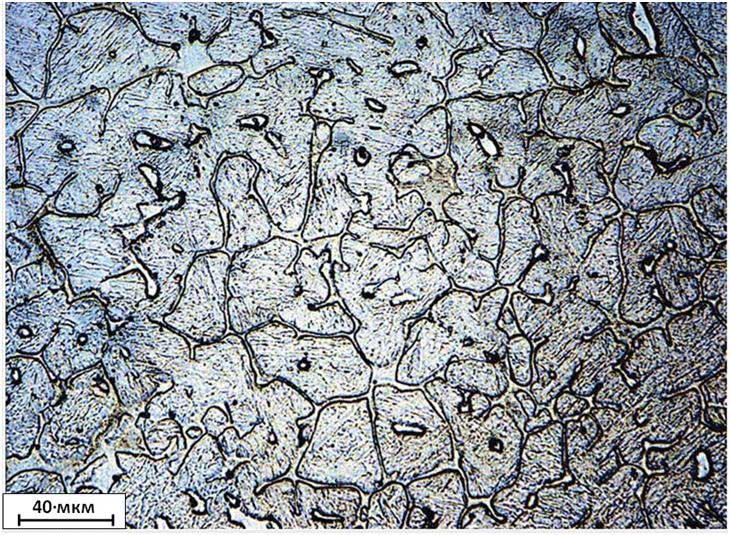
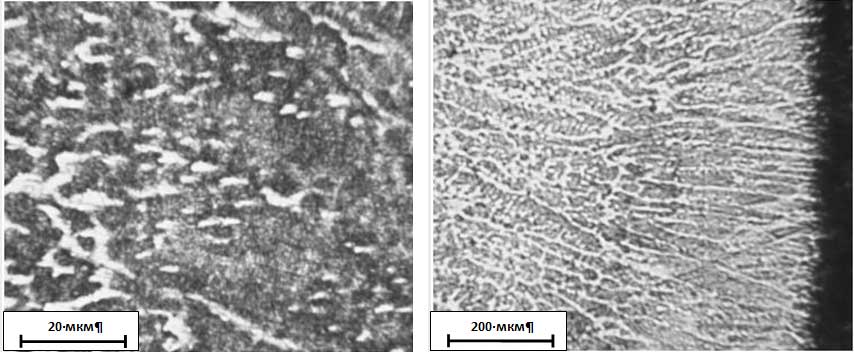
Microstructure of an all-weld metal deposited with WELTEC-N550:(х500)
Microstructure of an all-weld metal deposited with WELTEC-N550:(х500)
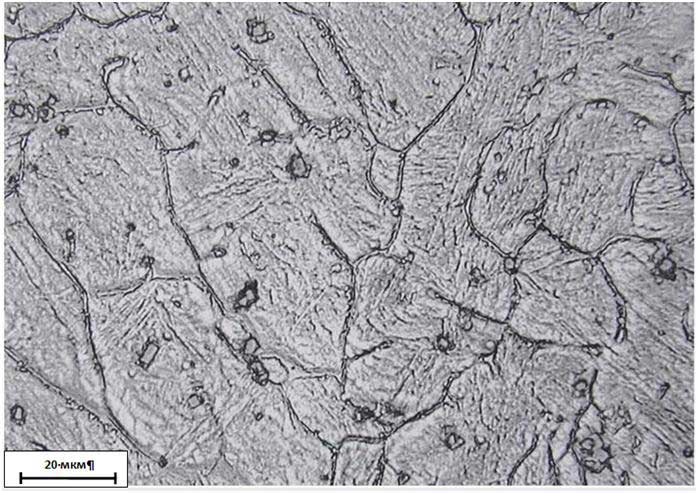
Microstructure of an all-weld metal deposited with WELTEC-N550: (х1000)
Microstructure of an all-weld metal deposited with WELTEC-N550: (х1000)
Wet-FCW-Sw-35W9Cr3SiV – martensite, troostite, retained austenite, formation of eutectic carbides and large carbides at the grain boundaries (Fig. 1). The matrix has a martensitic structure with hardness of 48-50 HRC. The wear of the roll surface hardfaced with Wet-FCW-Sw-35W9Cr3SiV manifests itself through spalling and the formation of large fire cracks, which is apparently connected with the coagulation of carbides under high specific pressure and temperature cycling.
icrostructure of an all-weld metal deposited with WELTEC-N505 (х500)
icrostructure of an all-weld metal deposited with WELTEC-N505 (х500)
WELTEC-H550-RM – martensite, retained austenite mainly at the grain boundaries, slight formation of eutectic carbides (Fig. 2). The carbides of vanadium and tungsten are formed at the boundaries and inside the grains. The boundaries of austenite grains are more confined than those of Wet-FCW-Sw-35W9Cr3SiV. The stage of eutectic decomposition was at these boundaries, but without precipitation of the carbide particles with the formation of solid interlayers.
A disperse martensitic matrix with carbides is formed. The segments with a higher content of phosphorus are formed, due to the difference in the level of its solubility in ferrite and austenite. In some cases, phosphides are formed.
Hardfacing of crane wheels
Hardfacing of crane wheels
The hardness of the martensitic matrix is 50-52HRC. Higher abrasion resistance. Net-shaped fire cracks are formed.
WELTEC-H505-RM– the matrix of the grain body is a fine-needled martensite; the boundaries of grains are bordered with fringes of retained austenite (Fig. 3).
The martensitic matrix is more disperse and strengthened with small special carbides. The hardness of the martensitic matrix is 53-55HRC.
There is no fire cracking. The wear abrasion resistance is higher than that of the basic wire Wet-FCW-Sw-35W9Cr3SiV.
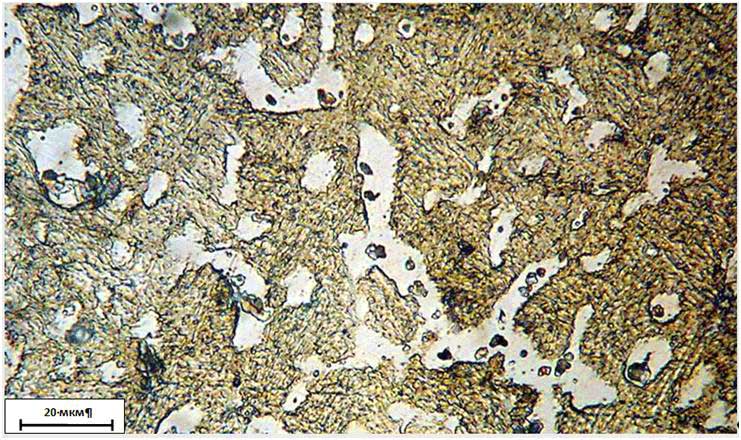
Microstructure of an all-weld metal deposited with Weltec-N480NT (x1000)
Microstructure of an all-weld metal deposited with Weltec-N480NT (x1000)
The flux-cored wire Wet-FCW-Sw-35W9Cr3SiV is traditionally used at the Nikopol seamless pipe plant (CJSC “NIKO TUBE”) for hardfacing the first and second stand rolls of the TPA 30-102 tube rolling mill. Wear resistance of rolls of the most stressed continuous mill stands does not meet modern requirements. After rolling 1000÷1200 tons of tubes, wear on the base of roll grooves reaches 3÷5 mm,
Microstructure of an all-weld metal deposited with Weltec-N480NT (x1000)
Microstructure of an all-weld metal deposited with Weltec-N480NT (x1000)
and net-shaped fire cracks, marks, longitudinal and transverse cracks are formed on the roll groove surface, which leads to deterioration of tube quality. The presence of deep scratch marks on the surface of the roll groove causes formation of rolled-in defects on the tube surface, which are very difficult to visually determine during the rolling process. These defects are discovered in the final stages of the tube production, when conducting a non-destructive test.
Improvement in wear resistance is achieved by the application of the hardfacing flux cored wire WELTEC-N480NT (C-Si-Mn-Cr-V-Mo-W). The structure of the deposited metal is mainly fine-needled martensite with the presence of retained austenite and eutectic carbides at the grain boundaries (Fig. 4). Dispersed carbides are evenly distributed in the body of the grains and at their boundaries. Hardness of the deposited metal is 50-56HRC. Evaluation of the roll groove profile wear. Appearance of the roll groove surface after rolling 5000 tons of tubes
Evaluation of the roll groove profile wear. Appearance of the roll groove surface after rolling 5000 tons of tubes
Appearance of the roll groove surface after rolling 5000 tons of tubes PP-Np-35V9Kh3SF
Appearance of the roll groove surface after rolling 5000 tons of tubes PP-Np-35V9Kh3SF
A network of cracks on the tube mill roll surface after rolling 1500 tons of tubes PP-Np-35V9Kh3SF
A network of cracks on the tube mill roll surface after rolling 1500 tons of tubes PP-Np-35V9Kh3SF
Wear tests were conducted on the most stressed rolls of the first and second stands of the TPA "30-102" tube rolling mill. The rolls of the first stand were taken out from the mill after rolling 5000 tons of tubes. Wear of roll groove base was 0.3-0.5 mm. The condition of the roll groove surface was satisfactory. The surface was smooth. There were no cracks. The wear of the second stand rolls was 1.5÷2.0 mm after rolling 8790 tons of tubes. The durability of the rolls was increased from 1200 up to 8000 tons of rolled tubes.
Hardfacing of continuous caster rolls
Continuous casting machine
Continuous casting machine
The process of hardfacing of mill rolls by arc welding with flux-cored wire Weltec-N470 using АN-26p flux
The process of hardfacing of mill rolls by arc welding with flux-cored wire Weltec-N470 using АN-26p flux
Microstructure of an all-weld metal deposited with Weltec-N470 (volume fraction of δ-ferrite - 5,2 %, hardness as welded - 42-46 HRC) (×1000)
Microstructure of an all-weld metal deposited with Weltec-N470 (volume fraction of δ-ferrite - 5,2 %, hardness as welded - 42-46 HRC) (×1000)
As regards hardfacing of continuous caster rolls, flux-cored wires such as WELTEC-H470, WELTEC-H470 and WELTEC-H470S were developed for submerged arc, gas (82%Ar+18%CO2) shielded and open arc welding deposition of hardfacing overlays resistant to high temperatures, thermal cycling and corrosive environment. Alloying systems such as Cr-Mn-Ni-Mo-N, Cr-Mn-Ni-Mo-V-Nb were used.
Microstructure of an all-weld metal deposited with Weltec-N470 (×100)
Microstructure of an all-weld metal deposited with Weltec-N470 (×100)
The carbon content of less than 0.1% and the replacement of a part of the carbon with nitrogen, which reduces the enlargement of grains and the formation of chromium carbides at grain boundaries, further contribute to improvement in wear resistance. The formed nitrides are uniformly distributed in the metal structure, and the effect of secondary hardening takes place during the rolls operation due to thermal cycling. The structure of the deposited metal is a low carbon disperse martensite, strengthened with dispersed carbides (Fig. 5). The content of delta ferrite is less than 5%. Hardfacing of new and worn parts with the above mentioned flux-cored wires provides the required service life of the continuous caster rolls.
Hardfacing of crane wheels
Installation for hardfacing of crane wheels
Installation for hardfacing of crane wheels
There is a large number of cranes used in industry. When maintaining cranes, significant resources are spent on repair of crane wheels. On the ground of analysis of causes of wear of the crane wheels working surfaces, which were hardfaced with traditional hardfacing materials, the requirements for the structural state of the hardfacing deposit ensuring higher wear resistance were defined. A flux-cored wire (C-Cr-Mn-V) producing deposit with a metastable austenite structure was developed along with optimization of FCAW hardfacing and subsequent heat treatment parameters. The crane wheels durability was increased by 3-5 times, allowing businesses to significantly reduce the cost of crane maintenance.
Finished crane wheels after surfacing
Finished crane wheels after surfacing
The structure of metastable austenite has a significantly greater energy absorption capacity as compared to others. This is due to the fact that part of the energy of external action is expended on the process of dynamic deformation-induced martensitic transformation, and thus, only its smaller part is directed for destruction. Dynamic deformation-induced martensitic transformation results in self-hardening effect making it possible for materials to use an internal resource and to adapt to external stresses.
Metallographic analysis and durometer hardness testing were carried out. The phase composition of the deposited metal was determined by X-ray analysis using diffractometer DRON-4. Wear resistance was assessed under dry friction conditions with МI1-М machine and under abrasive action according to the Brinell–Haworth method.
The deposited metal has austenitic structure with dispersed carbides inside the grains. In some of them, slide lines are visible, which is a consequence of deformation when internal stresses occur. There are no microcracks in the deposited metal (Fig. 6). Fusion between the weld metal and base metal is good. No defects were discovered.
Measurements of hardness in the cross section show that the hardness near the surface of the deposited metal is 217 to 220HB, and rises up to 280-300 HB near the transition zone. The latter may be due to diffusion of carbon from the base metal into the weld metal, because its concentration in the weld metal is much lower. The hardness of the 65G steel plate was ~ 240HB before overlaying.
Microstructure of an all-weld metal deposited with Weltec-N285С
Microstructure of an all-weld metal deposited with Weltec-N285С
Improvement in wear resistance of crane wheels was achieved through the formation of austenite with decreased stability and the relief of internal stresses through heat treatment.
The developed hardfacing material can have a wide application range. It can be used for restoring not only crane wheels, but also wheels of rail transport of different enterprises, wagons used in open cast mines, various kinds of rollers, trunnions of steel pouring ladles, rapidly wearing parts working in slightly aggressive environments, for example, hydraulic rams, stop valves, and many other parts, which are currently being restored with low carbon hardfacing materials of different alloying level.
Hardfacing of straightener rolls
Installation for welding of cylindrical parts
Installation for welding of cylindrical parts
Rolls of straightening machines are traditionally produced from 9H1 difficult-workable steel which undergoes surface hardening (induction surface hardening by currents of high or mains frequencies). However, severe operating conditions of these rolls, especially when straightening rolled sheets and bars made from alloyed steel grades with mill scale, lead to premature failure. Insufficient wear resistance of straightener rolls made from surface-hardened 9H1 steel, even when the hardness is quite high (61-63 HRC), is also caused by the insufficient amount of the strengthening phases (carbides, carbonitrides) in the structure of these rolls and the insufficient thickness of the hardened layer (from 1.5 mm to 5 mm). In addition, nobody has repaired the 9H1 steel straightener rolls so far due to the poor weldability of this steel grade.
Effective technological solutions were to repair such rolls with the use of medium-carbon high-chromium hardfacing materials, and to produce them out of bulk heat-treated 40H steel with hardfacing overlay. To solve this problem, the TM.WELTEC company developed flux-cored wires such as WT550.01-F (C-W-Mo-Cr-V) and WT545-F (C-Mo-Cr-V-Ni). The high hardness (57-60 HRC) of the hardfaced roll surface is achieved due to the formation of martensitic structure strengthened with dispersed carbides (Fig. 7), as well as due to the diminution of the primary structure grain by performing hardfacing welding with the 2.0 mm diameter wire under conditions which combine in the optimal way the welding deposition rate and heat input. Hardfacing by submerged arc welding was performed with AN-26P flux in the direct current reversed polarity (DCRP) mode with the following welding parameters: Ia=260-280А, Ua=30V, Vw=28-30 m/hr.
At the OJSC "Vyksa Steel Works", the 9H1 steel sheet straightener rolls with roll bodies diameters of 190, 230, 250, 360 repaired according to a new technology had service life 3-4 times longer than similar new rolls from the same 9H1 steel with surface-hardening. In addition, the cost of repair of these rolls according to the new technology was less than half the cost of production of the new 9H1 steel rolls.
Microstructure of an all-weld metal deposited with Weltec-N545 (working layer)
Microstructure of an all-weld metal deposited with Weltec-N545 (working layer)
Hardfacing of elements of powered roof support hydraulic systems
Surfacing the plunger of flux cored wire Weltec-N425 using АN-26P flux
Surfacing the plunger of flux cored wire Weltec-N425 using АN-26P flux
Complete overhaul of old mining equipment and manufacture of the new one are currently important tasks. At the PSC '"RDM" Spetsuglemash' (Horlovka), complete overhaul of powered roof supports of domestic and foreign manufacture is carried out. The working surfaces of elements of hydraulic-powered supports are hardfaced with the submerged arc welding flux-cored wire WELTEC-H425 of 2,0 mm diameter using АN-26P, АN-20 fluxes. The deposited metal (chromium metal with Cr>16%, additionally alloyed with Ni, Mo, V, with plastic martensite + ferrite structure) has hardness of 40-45 HRC and exhibits high corrosion resistance in underground water environment (Fig. 8).Microsection of all-weld plunger
Microsection of all-weld plunger
The objects of hardfacing are cylindrical parts in diameter from 60 to 300 mm. The stable process of a 2-layer spiral overlay welding was achieved in the entire rod and ram diameter range from 70 to 300 mm with the deposited layer thickness ranging from 2.5 to 3.0 mm including allowance for machining. Single-layer internal surface hardfacing is made for parts of 150 mm and larger diameters on a special machine equipped with a unit to feed flux and remove slag coverage. High quality of hardfacing overlay is ensured while minimizing the machining allowance.
Microstructure of a hardfacing deposit made with Weltec-N425 (х100) (х1000)
Microstructure of a hardfacing deposit made with Weltec-N425 (х100) (х1000)
CONCLUSIONS
Hardfacing by arc welding with flux-cored wires to repair worn parts of high-duty equipment was successfully applied in industrial conditions. By improving wear resistance of working surfaces, extented service life of equipment and reduction in cost of its repair and maintenance were achieved.





")
")
")
")
")

")
")







 (×1000)")
")




")


 (х1000)")