In forging-press workshop of the Company «Energomashspetsstal» the repair and manufacture of
fixture for different types of forging-press operations
including strikers are constantly carried
out. To increase the life and minimize the terms of
repair of tools, the analysis of application of existing
surfacing materials in surfacing of strikers was
carried out basing on the condition of providing
combination of price and tool life [1—7].
The repair of tools of forging-press equipment
using surfacing is efficient due to a lower price
as compared to the purchase of a new part. Dies
and strikers for hot stamping and forging, pressmould
and die casting undergo thermal shocks,
high specific pressures, abrasion wear, which result
in formation of cracks, burrs and hairlines,
loss of geometry of working surfaces of parts.
During selection of surfacing material as applied
to the repair of dies of hammer heads and
high-speed presses, the metal should have a complex
of properties depending on the conditions
of contact with hot metal. Under the conditions
of quick deformation the ductility, resistance to
flame erosion and plastic deformation are determining.
Under the conditions of slow deformation
the increased requirements to heat and oxidation
resistance are additionally specified [8].
In the present work the peculiarities of technology
of repair surfacing of plane striker and
plane insert of steel 5KhNM are studied (Figure
1).
This type of fixture is quite intensively used
in the press of 31.5 MN force for manufacture of
the frequently varied nomenclature of products,
which results in its quick local wear. After wear
of working surface and formation of overlaps of
metal, strikers and inserts are subjected to regrinding
of working part of about 70 mm thickness
on average.
For repair of tools the application of three
variants of surfacing using electrodes of different
type of alloying (KhN65MV; Stelloy C-O, Stelloy
Ni520-G and OZSh-1, OZSh-6) was considered.
After preliminary study of characteristics and
peculiarities of application of these consumables
the preference was given to the electrodes OZSh-
1 and OZSh-6, as far as they do not require application
of special equipment and their cost is lower. The surfacing was performed with preheating
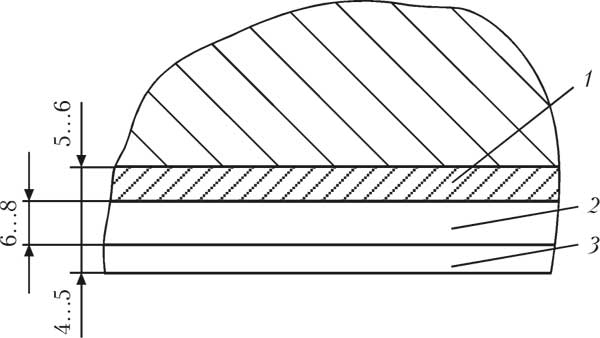
Figure 2. Scheme of location of deposited layers: 1 – sublayer; 2 – interlayer; 3 – working layer
Figure 2. Scheme of location of deposited layers: 1 – sublayer; 2 – interlayer; 3 – working layer
of strikers to 300—400 °C simultaneously
by two gas-air torches. Surfacing of striker and
insert was performed in three layers (Figure 2):
sublayer – using wire Sv-08G2S; interlayer –
electrodes OZSh-1; working layer – electrodes
OZSh-6.
After each pass the peening of deposited layer
was carried out. After completion of surfacing
the strikers were put to the furnace for tempering
at 580 °C. The temperature of preheated furnace
was 400 °C, time of soaking was 3 h, rate of
furnace heating and cooling was 50 °C/h.
The deposited striker and insert passed verification
in the press of 31.5 MN force in the
forging press workshop. The comparison of life
of non-deposited tool and deposited one showed
the following:
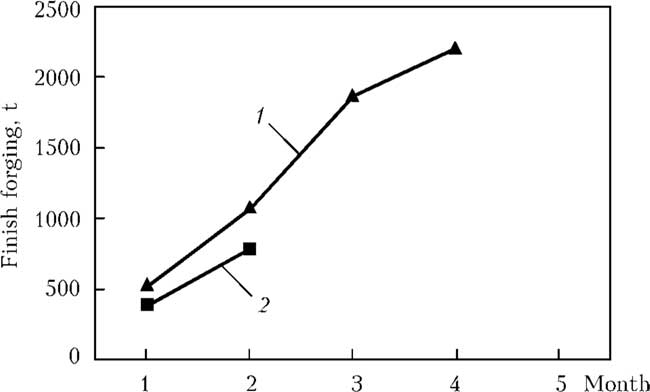
non-deposited striker was used in work since 23.11.2011 till 25.01.2012 and allowed forging of 781.7 t with the norm of consumption of 5.7 kg/t, and the working area of a striker required regrinding;
deposited striker was used since 25.01.2012 till 07.05.2012 and allowed forging of 2201.13 t with the norm of consumption of 2.1 kg/t, which allowed 2.8 times increasing of the tool life (Figure 3).
Figure 3. Life of deposited (1) and non-deposited (2) press striker
Figure 3. Life of deposited (1) and non-deposited (2) press striker
In both cases in the working zone of the striker
a wear appeared (Figure 4), which was eliminated
by surfacing of this area and further treatment
of a striker.
The economic effect at 21,000 t/year average
finish forging in the press of 31.5 MN force
amounted to 98,700 UAH.
For restoration and strengthening surfacing
of both the worn out parts of dies (punches,
moulds manufactured of tool steels 5KhGM,
5KhNV, 5KhNM, 7Kh3, U10A, etc.) as well as
the new ones manufactured of tool and structural
grades of steels (45, St5, etc.), the enterprise
TM.WELTEC Ltd. developed flux-cored wires
WELTEC-H460-01, WELTEC-H460-04,
WELTEC-H460-05 instead of electrodes TsSh-1
(30V8Kh3), Sh-1, Sh-16, TsN-4 (35G6), TsN-5,
NZh-2, NZh-3 (GOST 10051—62).
The system of alloying of flux-cored wires is
based on the optimization of deposited metal alloying
with carbon, silicon, manganese, nickel,
chromium, molybdenum, vanadium, tungsten
and titanium, due to which the obtaining of lowcarbon
martensite matrix, strengthened with disperse
carbides and intermetallics, in deposited
metal is provided.
The metal deposited by flux-cored wires
WELTEC-H460-01 (HRC 38—45) and WELTEC-H460-05(HRC 48—54), is characterized by a high
wear resistance under the conditions of operation
of dies for cold and hot deformation of metals
and satisfactory resists to high pressure and
shocks. For surfacing of spots in the grooves of
a die, requiring high hardness and wear resistance
of strikers of forging-press equipment, it is recommended
to use the wire WELTEC-H460-05.
As applied to strengthening and repair of parts
of dies of steels 5KhNM, 5KhNV, 38KhN3M-BA
for pressing the billets of copper, brass L63, alloys
ShV15-1, it is preferable to apply the wire
WELTEC-H460-04V (HRC 48—54). The deposited
metal has an increased resistance to «sticking»
of billet with the die working surface. The surfacing
is performed at direct current of reverse
polarity with shielding in mixture of gases Ar +
+ 18% CO2.
The wire WELTEC-H460-01 was also successfully
applied for repair of dies of production of
crankshafts and connecting rods of engines of the
automobiles «KamAZ» (Naberezhnye Chelny,
RF) (Figure 5).
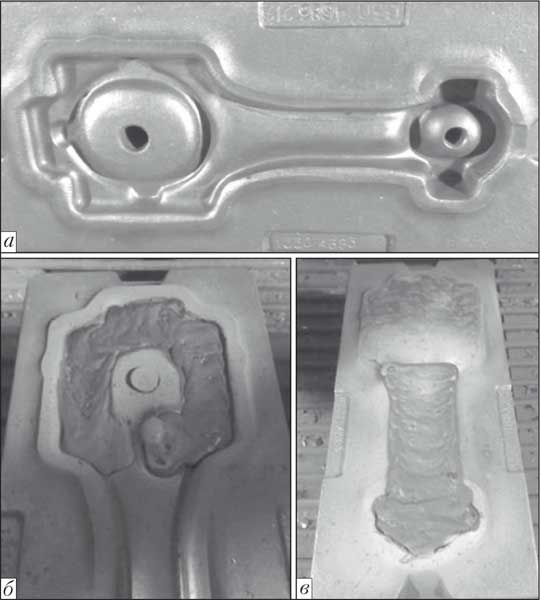
Figure 5. Repair of die part (connecting rod): a – condition of worn-out working surface of die; b – bead surfacing without oscillations; c – surfacing with oscillations
Figure 5. Repair of die part (connecting rod): a – condition of worn-out working surface of die; b – bead surfacing without oscillations; c – surfacing with oscillations
The dies, subjected to surfacing, were exposed
to annealing, defective spots were cleaned, cracks
were eliminated using milling and chamfers in
the grooves were removed for surfacing. The defective
spots were milled, and in some cases were
simply cleaned using abrasive tool, but without
sharp transitions. All the chamfers and grooves
after treatment using any method had roundings
with radius of not less than 3 mm. The angle of
groove removal of cracks is not less than 40°, and
width of the bottom was not less than 9 mm.
During repair of spots with cracks, after
preparation of crack for surfacing the groove bottom
was filled using wire WELTEC-N252-M with
the next surfacing by wires WELTEC-H460-01 or
WELTEC-H460-05. The dies prepared for surfacing
were preheated to 350—400 °C to prevent initiation
of cracks during surfacing. The craters
were melted by short arc with minimum penetration
and sharp interruption of arc. The dies,
requiring treatment of working surfaces by cutting
tool, immediately after surfacing were subjected
to annealing (900 °C during 2 h, furnace
cooling). The annealing after slow cooling of
parts is admitted. After annealing the mechanical
treatment of dies and their next hardening and
tempering were carried out.
The experience of application of flux-cored
wires WELTEC-H460-01 and WELTEC-H460-05showed that increase in efficiency of striker, inserts
and dies is achieved by increase in efficiency
of surfacing process, decrease of costs for additional
time and especially by decrease in consumption
of surfacing material. Consumption of
electrodes per 1 kg of deposited metal amounts
to 1.8 kg and that for flux-cored wire is 1.17 kg,
at almost equal price of surfacing material.
Conclusion
1. The application of semi-automatic electric arc
surfacing reduces man-hours during repair of fixture
for forging-press equipment and increases
the duration of cycle between repairs.
2. The application of flux-cored wire allows
increasing the efficiency of surfacing works more
than 1.5 times.





 and non-deposited (2) press striker")

: a – condition of worn-out working surface of die; b – bead surfacing without oscillations; c – surfacing with oscillations")