Восстановительная наплавка порошковой проволокой деталей металлургического и горнодобывающего оборудования
Л. Н. ОРЛОВ, канд. техн. наук, А. А. ГОЛЯКЕВИЧ, инж. (ООО «ТМ.ВЕЛТЕК», г. Киев),
В. И. ТИТАРЕНКО, инж. (ЧНПКФ «РЕММАШ», г. Днепропетровск),
В. Н. ПЕЛЕШКО, инж. (КЗГО, г. Кривой Рог)
Электродуговая наплавка порошковой проволокой занимает прочные позиции в реновации деталей машин и механизмов в различных отраслях промышленности. Выбор порошковой проволоки осуществляют с учетом условий эксплуатации восстанавливаемой детали, ее конструктивных особенностей, типа защиты, имеющегося оборудования.
Ролики машин непрерывного литья заготовок (МНЛЗ). В развитых странах около 80 % всей выплавляемой стали обрабатывается с применением энергосберегающей технологии непрерывной разливки стали как обладающей комплексом других эксплуатационных преимуществ. Эффективность применения МПЛЗ в значительной мере определяется стойкостью ее роликов, которые эксплуатируются в условиях длительных циклических и термомеханических нагрузок в агрессивной среде. Ролики поддерживающих и разгибающих узлов работают в экстремальном температурном режиме: максимальная температура на поверхности роликов может достигать 670...750 °С, они также воспринимают усилия от ферростатического раздутия и разгиба слитка. На прямолинейных участках ролики подвергаются преимущественно абразивному износу. Разрушение их рабочей поверхности проявляется в виде износа поверхностного слоя и образования трещин разгара. Наиболее эффективна изготовительная и восстановительная наплавка роликов с применением порошковых проволок в качестве наплавочного материала. Эффективность наплавки определяется стоимостью порошковой проволоки, производительностью процесса, толщиной наплавляемого слоя, энергоемкостью всех технологических этапов,стоимостью монтажных работ и простоем оборудования. В отечественной металлургии для восстановительной наплавки роликов МПЛЗ традиционно применяются сплошные и порошковые проволоки 12X13, 20X17 в сочетании с флюсами ЛП-20С и ЛП-26П. Это обеспечивает получение хромистого наплавленного металла с мартенситно-ферритной структурой (рис. 1), Рис. 1. Микроструктура (Х500) метала, наплавленного проволокой ПП-20Х17
для
которой характерно формирование больших (более 15 %) участков δ-феррита, являющихся причиной образования трещин разгара и повышенного износа.
Наряду с этим процесс наплавки сопровождается затруднительным отделением шлаковой корки, что является причиной появления дефектов в віще протяженных шлаковых включений. Ресурс восстановления роликов по этой технологии составляет 300...400 тыс. т. слитков, что не отвечает современным требованиям.
На предприятии ООО «ТМ. ВЕЛТЕК» с этой целью применяют порошковые проволоки ВЕЛТЕК-Н470 и ВЕЛТЕК-Н470С (ТУУ 19369185.018-97) в сочетании с флюсами ЛП-20 и ЛП-26. Для улучшения структурного состояния наплавленного металла используют комплексное легирование хромистого металла никелем, молибденом, ванадием, ниобием и редкоземельными металлами. Определены и реализованы оптимальные содержание и соотношение легирующих элементов, параметры технологии и техники наплавки, позволяющие стабильно получать наплавленный металл с мартенситной структурой (рис. 2) и незначительной (3,5...5,0 %) объемной долей δ-феррита, имеющий твердость HRCэ 40...44, что обеспечивает ему высокую стойкость против износа и разгара.
Применение предложенной технологии обеспечивает самопроизвольное отделение шлаковой корки,
Рис. 2. Микроструктура (Х1000) металла, наплавленного порошковой проволокой ВЕЛТЕК-Н470
а также отсутствие пор и трещин в наплавленном металле. Сравнительные испытания порошковых проволок ВЕЛТЕК-Н470 и ВЕЛТЕК-Н470С показали,что они находятся на уровне проволок ведущих зарубежных компаний ОК15.73
(ЕБЛВ), 4142ММ-5ЕС, 414ММ-Б («Weldclad»). Проволоку ВЕЛТЕК-Н470 успешно применяли на ПКМЗ (г. Краматорск) при выполнении экспортных заказов. В течение последних восьми лет на ММК нм. Ильича (г. Мариуполь) также использовали проволоку этой марки для восстановления роликов МПЛЗ. Наплавленные ролики имеют ресурс не менее 1,5 млн т слитков. В настоящее время на предприятии ООО «ТМ. ВЕЛТЕК» выпускают проволоки новой модификации, увеличивающие ресурс роликов до 2,5... 3,0 млн т.
Прокатные валки являются основным технологическим инструментом в прокатном переделе. От надежности, износостойкости рабочей поверхности валков, их межремонтного срока службы зависят в основном производительность прокатных станов, технико-экономические показатели работы прокатных цехов, качество готового проката и затраты на его производство. В процессе эксплуатации рабочая поверхность валка подвергается циклическому, механическому и тепловому воздействию, на их рабочей поверхности имеет место налипание металла, неравномерный износ и образование трещин разгара. Для поддержания необходимого парка валков используют восстановительную наплавку сплошными и порошковыми проволоками. При наплавке валков горячей прокатки традиционно применяют наплавочные материалы Нп-30ХГСЛ, ПП-Нп-35В9Х3СФ, ВеТ ПП-Нп-25Х5ФМС, ПП-Нп-30Х4В2М2ФС (ПП-АН132) в сочетании с флюсами ЛИ-348, ЛИ-60, ЛИ-20, ЛИ-26.
ООО «ТМ. ВЕЛТЕК» и ЧНПКФ «РЕММАШ» совместно с металлургическими заводами КГМК «Криворожсталь», ДМК им. Дзержинского и МК «Запорожсталь» выполнил комплекс работ, направленных на совершенствование наплавочных материалов, технологии и оборудования для наплавки прокатных валков. Исходя из профиля прокатного передела металлургических комбинатов, участвовавших в работе, основное внимание уделено наплавочным материалам и технологии наплавки валков горячен прокатки заготовительных, сортовых и отчасти листопрокатного станов. Анализ литературных данных, свидетельствующих о работоспособности наплавленных прокатных валков, показал, что возможности систем легирования C-Si-Cr-Mo-V и C-Si-Cr-W-V в полной мере не реализованы. На базе стандартных порошковых проволок марок ПП-Нп-35В9Х3СФ и ПП-Нп-25Х5ФМС усовершенствованы системы легирования порошковых проволок новых марок с учетом условий эксплуатации прокатных валков.
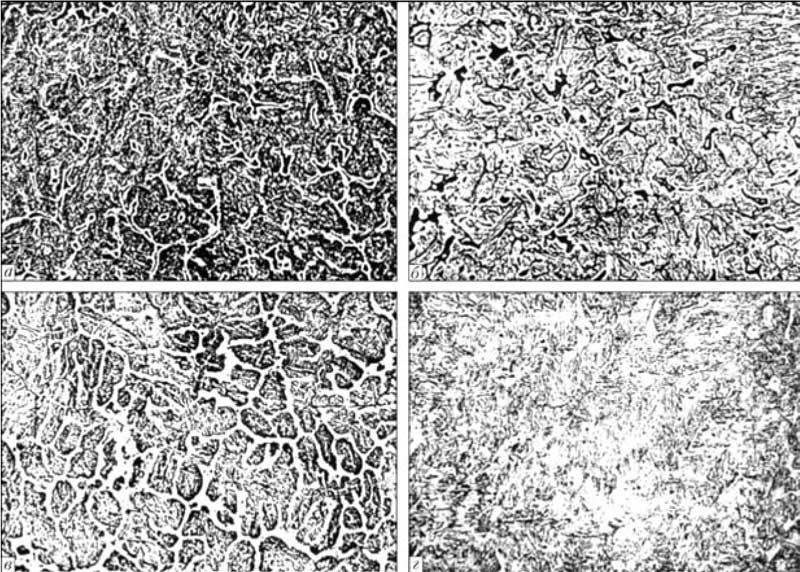
Рис. 3. Микроструктуры (Х500) наплавленного металла, полученного с использованием порошковых проволок ВЕЛТЕК-Н505 (а), ПП-35В9ХЗСФ (б), ВЕЛТЕК-Н550 (в) и ВЕЛТЕК-Н500 (г)
Рис. 3. Микроструктуры (Х500) наплавленного металла, полученного с использованием порошковых проволок ВЕЛТЕК-Н505 (а), ПП-35В9ХЗСФ (б), ВЕЛТЕК-Н550 (в) и ВЕЛТЕК-Н500 (г)
Повышение работоспособности валков достигнуто благодаря изменению структуры наплавленного металла. Структура металла, наплавленного проволокой ПП-Нп-35В9Х3СФ, имеет следующий вид: по границам первичного зерна аустенита расположены незамкнутые участки δ-феррита, в которых присутствуют протяженные эвтектические выделения в виде смеси аустенита и карбидов. В ячейках кристаллизации формируется мартенсит и единичные мелкие карбиды, а на границах ячеек образуется δ-феррит. Размер первичного зерна аустенита составляет 6 баллов. В зонах перекрытия валиков наблюдаются изменения структуры и микротвердости от HV 6500 до 4500 МПа (рис. 3). Металл,наплавленный проволокой ВЕЛТЕК-Н500-РМ, имеет следующую структуру: границы первичного зерна аустенита четко выражены, в них наблюдаются прерывистые выделения δ-феррита и мелких карбидов. Внутри ячеек кристаллизации формируются дисперсные мартенсит и карбиды. В структуре металла, наплавленного проволокой ВЕЛТЕК-Н505-РМ, по границам первичного зерна аустенита имеют размер 17... 20 мкм, образуются также очень мелкие выделения δ-феррита и карбиды, подобные эвтектическим. В ячейках кристаллизации формируются мелкоигольчатый мартенсит и дисперсные карбиды. В структуре металла, наплавленного проволокой ВЕЛТЕК-Н550-РМ, по границам первичного зерна аустенита имеются выделения δ-феррита и дисперсные карбиды, в ячейках образуются карбдиды, подобные эвтектическим, и мелкоигольчатый мартенсит. В местах перекрытия валиков изменение структуры не происходит.
В процессе работы валка под воздействием высоких температур наблюдается коагуляция и укрупнение карбидов по границам зерен с последующим их выкрашиванием и развитием трещин разгара. Торможение этих процессов достигнуто изменением структурного состояния границ зерен путем оптимизации соотношения углерода и карбидообразующих элементов. Полученные результаты реализованы в системах легирования новых порошковых проволок. Структура металла, наплавленного порошковой проволокой ВЕЛТЕК-Н500-РМ, представляет собой игольчатый троостит с незначительной объемной долей мартенсита, наблюдается формирование по границам зерен отдельных включений δ-феррита. На границах зерен формируются в незначительном количестве включения карбидной эвтектики.
Указанные порошковые проволоки продемонстрировали свою эффективность при наплавке прокатных валков. Усредненные показатели относительной износостойкости определяли по износу и относительной стойкости против образования трещин, а также по количеству, раскрытию и глубине проникновения последних на прокатных валках. Ниже приведены примеры применения новых порошковых проволок.
Наплавка валков эджериой клети на ОАО «Запорожсталь». С помощью вертикальных валков эджерной клети на непрерывном тонколистовом стане горячей прокатки ОАО «Запорожсталь» (стан 1680) осуществляют боковое обжатие и выравнивание боковых кромок прокатываемого листа. В процессе эксплуатации цилиндрическая поверхность валков в месте контакта с торцом горячего листа подвергается интенсивному абразивному износу и значительному удельному давлению сжимающих усилий. В результате на поверхности валков у реборды образуется кольцевая выработка шириной до 100 мм, глубиной до 5 мм по образующей. Это вызывает необходимость замены валков, поскольку дальнейшая эксплуатация может привести к неравномерности обжатия и скорости прокатки,что отрицательно влияет на качество прокатываемого металла. Изучение характера и динамики износа показали, что он происходит в результате окисления и отрывания частичек окисленного металла с поверхности валков торцами горячего листа, который имеет температуру поверхности 1100...900 °С и частично покрыт тонким слоем окалины. При этом поверхность валков в месте контакта с прокатываемым листом разогревается до 400...500 °С. Срок службы валков, упрочненных наплавкой порошковыми проволоками ПП-Нп-35В9Х3СФ или ПП-Нп-25Х5ФМС составляет не более 3-4 мес, что не отвечает требованиям производства. Применение наплавки порошковой проволокой ВЕЛТЕК-Н550-РМ позволило повысить износостойкость и срок службы валков в 3 раза.
Наплавка валков станов горячей прокатки. Па Днепровском металлургическом комбинате один комплект прокатных валков восстанавливается от 5 до 10 раз. Продолжительное время восстановление прокатных валков станов 900 и 500 железопрокатного цеха осуществляли с применением наплавки сплошной проволокой Пп-30ХГСА в сочетании с проточкой или переточкой калибров до меньшего диаметра. Использование этой технологии не обеспечивало требуемую «горячую твердость» и износостойкость наплавленного рабочего слоя калибров. Как показал технико-экономический анализ, применение стандартных наплавочных материалов ПП-Нп-35В9Х3СФ, ПП-Нп-25Х5ФМС, ПП-Нп-30Х4В2М2ФС (ПП-АН132) в данном производстве оказалось нецелесообразным ввиду трудоемкости восстановления валков и существенных капитальных затрат. Для упрочняющего восстановления валков клети стана 500 железопрокатного цеха применяли порошковую проволоку ВЕЛТЕК-Н500-РМ. Испытания восстановленных прокатных валков стана 500 железопрокатного
цеха показали, что их ресурс после упрочнения возрос более чем в 2 раза.
Для упрочняющей наплавки вертикальных стенок калибров прокатных валков клети 900 применили проволоку марки ВЕЛТЕК-Н370-РМ. Технология наплавки этих валков аналогична используемой для наплавки валков клети 500 железопрокатного цеха (за исключением отсутствия предварительного подогрева). Достигнуто увеличение прокатываемого металла на одной паре валков от ремонта до ремонта с 18...20 до 45...50 тыс. т.
Валки горячей прокатки стана ПЗС-730 цеха «Блюминг-1» КГМК «Криворожсталь» из стали 50 традиционно ремонтировали с использованием стандартной порошковой проволоки марки ПП-Нп-35В9Х3СФ. При эксплуатации восстановленных валков выявили ряд недостатков. Так, в процессе прокатки на поверхности валка наблюдается образование «шипов» высотой до 2 мм вследствие налипания прокатываемого металла. Наличие «шипов» приводит к необходимости остановки процесса прокатки и применения трудоемкой зачистки калибров, в противном случае валки с «шипами» наносят дефектный рисунок на поверхность прокатываемого металла. После прокатки 50...60 тыс. т металла на поверхности калибров образовалась выработка глубиной 2...3 мм, что вызывало необходимость замены валков. Глубина проникновения отдельных трещин после прокатки 50. 60 тыс. т прокатанного металла достигала 30...40 мм. Это приводило к увеличению затрат на ремонт, а зачастую к необходимости преждевременной выбраковки валков. Для устранения рассмотренных недостатков применена технология наплавки порошковой проволокой ВЕЛТЕК-Н505-РМ. Эта технология аналогична применяемой для наплавки проволокой ПП-Нп-35В9Х3СФ. Благодаря указанной технологии снижено образование «шипов» и трещин в 2...3 раза. Это позволило выполнить ремонт 80...90 % валков по укороченной технологии и существенно уменьшило все виды затрат и на 20 % увеличило межремонтные сроки работы станов.
Детали металлургического оборудования. Самозащитная порошковая проволока ВЕЛТЕК-Н250-РМ диаметром 1,6...3,0 мм успешно применяется при восстановлении подушек прокатных клетей и ножниц, шпинделей и муфт приводов прокатных валков, звездочек, втулок, валов, ступиц и др. По своим характеристикам эта проволока не уступает известной порошковой проволоке DÜR 250-FD («Böhler»).
Реализована наплавка кернов клещевых кранов и губок стрипперного крана, которые в процессе эксплуатации испытывают ударные и сжимающие нагрузки в условиях высоких температур. Керны контактируют с металлом, разогретым до 800. 1250 °С, и работают в условиях термоциклирования из-за периодического охлаждения кернов в баках с водой. Для этой цели применена самозащитная порошковая проволока марки ВЕЛТЕК-Н480С диаметром 2 мм с системой легирования C-Cr-W-Mo-V-Ti, которая обеспечивает после наплавки HRCэ 50...54, горячую твердость HRCэ 40...44 при
600 °С и высокую стойкость против образования трещин (100 термоциклов до появления первой
трещины). Применение механизированной наплавки проволокой ВЕЛТЕК-Н480С взамен электродов Т-590 и Т-620 позволило повысить срок службы кернов в 4...5 раз и снизить затраты на ремонт. Задача восстановления кернов решена в комплексе оборудование-материал-технология.
При наплавке деталей, подвергающихся ударно-абразивному износу, порошковой проволокой ПП-Нп-80Х20Р3Т (ПП-АН170) наблюдается повышенная склонность к трещинообразованию с отколам, а толщина наплавки составляет один-два слоя, что в ряде случаев ограничивает использование указанной проволоки. Для решения данной задачи применили самозащитные порошковые проволоки ВЕЛТЕК-Н600 (C-Cr-Mo-V-Nb-Ti-B), ВЕЛТЕК-Н620 (C-Cr-Mo-V-Ti-B), обеспечивающие твердость наплавленного металла HRCэ 55...63. По сравнению с ПП-Нп-80Х20Р3Т (ПП-АН170) износостойкость наплавленного металла повышается на 30...50 %, существует возможность выполнения четырех-пяти слоев. Указанные проволоки выпускаются диаметром от 2 до 5 мм. С применением механизированной и автоматизированной наплавки порошковой проволокой ВЕЛТЕК-Н600 диаметром 3 мм восстановлена поверхность большого конуса доменной печи, в результате достигнуто значительное повышение износостойкости наплавленного металла (по сравнению с электродами Т590) и в 2 раза сокращено время ремонта. При автоматической наплавке малого конуса порошковой проволокой ВЕЛТЕК-Н620 диаметром 4 мм получена более высокая износостойкость наплавленного металла по сравнению с наплавкой лентой ПЛ-АН101. Эти проволоки успешно применялись при упрочняющей наплавке зубьев ковшей экскаваторов, ножей бульдозеров, челюстей грейфера.
Наплавку колосников и звездочек одновалковой дробилки агломерата выполняли самозащитными порошковыми проволоками. В один комплект дробилки входит 16 колосников массой 270 кг каждый и 15 звездочек массой 85 кг каждая, изготовленных из стали марок 35Л или 45Л. Колосники до внедрения новой технологии не упрочняли, а заменяли на новые. Порошковая проволока марки ВЕЛТЕК-Н600 с системой легирования C-Cr-Mo-B-V-Ti обеспечивает получение многослойной наплавки колосников со стойкостью противоударно-абразивному нагружению при повышенных температурах. Многослойную наплавку выполняли проволокой диаметром 2,6 мм на постоянном токе обратной полярности на следующем режиме: Iд = 280...300 А, Uд = 26...28 В. Твердость наплавленного металла составляла HRCэ 59...62. По сравнению с металлом, наплавленным порошковой проволокой ПП-Нп-80Х20Р3Т (ПП-АН170), значительно уменьшилась склонность к растрескиванию и сколам. С учетом неравномерности износа наплавку по количеству слоев и толщине осуществляли в соответствии со степенью износа каждого колосника и звездочки общим слоем толщиной от 3 до 12 мм. Рис. 4. Износ ε упрочненных и нсупрочнснных (заштрихованная область) колосников дробилки агломерата после 2 мес. эксплуатации дробилки: n - порядок установки колосников в дробилки агломерата
Рис. 4. Износ ε упрочненных и нсупрочнснных (заштрихованная область) колосников дробилки агломерата после 2 мес. эксплуатации дробилки: n - порядок установки колосников в дробилки агломерата
Периодический осмотр экспериментального комплекта показал следующую динамику износа
колосников и звездочек в различных зонах дробилки (рис. 4): через 2 мес. от 3 % на периферии до 6 % в центре; через 4 мес. от 5 % на периферии до 12 % в центре; через 6 мес. от 8 % на периферии до 25 % в центре. При этом в 3 раза увеличился межремонтный период дробилки, повысилось качество агломерата, снизились затраты на ремонт.
Крановые колеса. Износ крановых колес из сталей марок 45Л, 40Л, 60Л, 55Л происходит от трения металла о металл при больших знакопеременных динамических нагрузках как по поверхности катания, так и по реборде. При этом износ по поверхности катания колеса составлял в среднем 6... 10 мм на диаметр, а реборды соответственно 15... 25 мм на сторону, что приводит к необходимости его замены через 1.3 мес.
Для наплавки крановых колес использовали порошковые проволоки марок ВЕЛТЕК-Н300-РМ, ВЕЛТЕК-Н350-РМ диаметром 1,6...4,0 мм в сочетании с флюсами ЛП-348, ЛП-60 и в среде углекислого газа. В последние годы успешно применяется проволока ВЕЛТЕК-Н300-РМ взамен сплошной проволоки Нп-30ХГСЛ. Для наплавки колес тяжело нагруженных кранов разработан вариант технологии, при котором наиболее интенсивно изнашиваемые реборды наплавляли под флюсом ЛП-348 порошковой проволокой марки ВЕЛТЕК-Н285-РМ диаметром 3 мм. Хромомарганцовистый наплавленный металл со структурой метастабильного аустенита обеспечивает высокую износостойкость вследствие развития самоупрочнения под воздействием наклепа, что проявляется в повышенной твердости от ННСЯ 28. 32 до 42.45. Менее изнашиваемые поверхности катания наплавляли под флюсом ЛП-348 порошковой проволокой ВЕЛТЕК-Н300-РМ, твердость наплавленного металла составляла HRCэ 300...350 (рис. 5).
Рис. 5. Схема наплавки крановых колес: 1 - основной металл; 2, 3 - наплавленный металл, полученный с использованием проволок соответственно ВЕЛТЕК-Н300РМ и ВЕЛТЕК-Н280РМ
Рис. 5. Схема наплавки крановых колес: 1 - основной металл; 2, 3 - наплавленный металл, полученный с использованием проволок соответственно ВЕЛТЕК-Н300РМ и ВЕЛТЕК-Н280РМ
Такая технология позволила повысить срок службы крановых колес в 2 раза при увеличении затрат на материалы лишь на 70 %, а трудоемкости механической обработки на 35 %.
Детали машин горнодобывающего и дробильно-размольного оборудования. В настоящее время ЗЛО « Криворожский завод горного оборудования» является передовым машиностроительным
предприятием в Украине по производству и ремонту горного оборудования. На этом предприятии большой объем сварочных и восстановительных работ выполняется с применением дуговой сварки и наплавки. Номенклатура сварочных и наплавочных материалов широкая, что связано с необходимостью сварки низкоуглеродистых низколегированных, низколегированных высокопрочных, высокомарганцовистых и теплостойких сталей, выполнением сварных соединений разнородных сталей, сваркой литых сталей и исправлением дефектов литья. В большинстве случаев это крупногабаритные изделия, поэтому предъявляются особые требования к сварочным материалам, технологии и техники сварки и наплавки. В связи с этим актуальна задача повышения качества выполняемых работ, снижения материальных, энергетических и трудовых затрат. Этим требованиям в полной мере отвечают порошковые проволоки. В течение последних пяти лет «Криворожский завод горного оборудования» совместно с ООО «ТМ.ВЕЛТЕК» проводит работы по увеличению объемов дуговой сварки и наплавки порошковой проволокой. В результате разработана и внедрена гамма порошковых проволок различного назначения. В общем объеме применяемых материалов для сварки и наплавки доля порошковых проволок возросла с 15 до 85 %. Увеличилась по сравнению с покрытыми электродами эффективность сварки и наплавки за счет повышения производительности и качества труда, снизился объем работ по повторному контролю качества. В значительной степени уменьшилось традиционное недоверие к порошковым проволокам в плане их использования для получения качественных сварных соединений и упрочняющих покрытий. Приведем некоторые примеры применения порошковых проволок на предприятии ООО «ТМ.ВЕЛТЕК».
Выполнена сварка чаши конусной дробилки ККД-1500. Чашу массой 50 т из стали 35Л собирали из двух частей верхней и нижней, которые сварили между собой. Горизонтальный монтажный стык диаметром 2980 мм выполнен с двухсторонней чашеобразной разделкой кромок при
толщине металла 180 мм. Сварку осуществляли порошковой проволокой марки ППс-ТМВ29 диаметром 1,6 мм на постоянном токе (обратная полярность) в углекислом газе (рис. 6).
Рис. 6. Сварка чаши мельницы
Рис. 6. Сварка чаши мельницы
Сварку деталей и узлов агломерационного и обогатительного оборудования, горнодобывающей техники (в том числе узлов экскаваторов из сталей Ст3пс, 09Г2С), а также заварка деталей литья из сталей 20Л, 35Л на указанном предприятии выполняют газозащитными порошковыми проволоками марок ППс-ТМВ5, ПП-АН8, ППс-ТМВ8, ППс-ТМВ29, а узлов из низколегированных высокопрочных сталей 12Х2ПМСЛ, 12Х2ПВСЛ проволокой ПП-АН57. Для заварки дефектов литья сталей 20Л,35Л наиболее эффективно применение металлопорошковой проволоки марки ППс-ТМВ5. Благодаря малому содержанию шлака (4...5 %) не требуется затрат на его удаление в процессе заварки глубоких разделок. Высокий коэффициент использования проволоки К = 1,08 и стойкость против образования пор и трещин определяют преимущество данной проволоки перед другими сварочными материалами.
Для сварки деталей и заварки дефектов литья из теплостойких хромомолибденовых сталей 15ХМ, 12ХМ, 20ХМЛ, 35ХМЛ применяется газозащитная порошковая проволока с сердечником карбонатно-флюоритного типа марки ВеТ ППс-ТМВ14 диаметром 1,6...2,0 мм.
Заварку дефектов литья высокомарганцовистых сталей 110Г13Л выполняют самозащитной порошковой проволокой ВЕЛТЕК-Н220У диаметром 2 мм.
Наплавку упрочняющих слоев на засовах днищ, режущих кромок и корпусов ковшей экскаваторов, ковшей-черпалок, краев входных устройств шаровых мельниц, корпусов пульпонасосов, насосов земснарядов, ножей грейдеров и бульдозеров выполняют самозащитными порошковыми проволоками марок ВЕЛТЕК-Н580, ВЕЛТЕК-Н600, ВЕЛТЕК-Н605, ВЕЛТЕК-Н620 диаметром 2.3 мм (взамен электродов Т-590, Т-620) и порошковых проволок ПП-Нп-200Х15С1ГРТ (ПП-АН125), ПП-Нп-80Х20Р3Т (ПП-АН170), Linocore 60-0,
Linocore 60-S, Linocore 65-0, DÜR 600-FD, DÜR
650, DÜR 650MP, OK Tubrodur 14.70, OK Tubroclur 15.52.
Для восстановительной наплавки плунжеров гидропрессов, защитных втулок грунтовых насосов по перекачке пульпы применяют порошковую проволоку ВЕЛТЕК-Н410 диаметром 2,4...3,6 мм в сочетании с флюсами ЛП-20 и ЛП-26, для наплавки открытой дугой проволоку ВЕЛТЕК-Н420 диаметром 1,4...3,0. Для наплавки элементов шахтной гидравлики используют порошковую проволоку ВЕЛТЕК-Н425 диаметром 2 мм в сочетании с флюсами ЛП-20 и ЛП-26. При этом процесс наплавки характеризуется высокой стабильностью, хорошим формированием металла, самопроизвольным отделением шлаковой корки, а наплавленный металл отличается высокой коррозионной стойкостью при эксплуатации в забоях.



 метала, наплавленного проволокой ПП-20Х17")
 металла, наплавленного порошковой проволокой ВЕЛТЕК-Н470")
 наплавленного металла, полученного с использованием порошковых проволок ВЕЛТЕК-Н505 (а), ПП-35В9ХЗСФ (б), ВЕЛТЕК-Н550 (в) и ВЕЛТЕК-Н500 (г)")
 колосников дробилки агломерата после 2 мес. эксплуатации дробилки: n - порядок установки колосников в дробилки агломерата")