Electric arc surfacing, using flux-cored wires, occupies strong positions in renovating parts of machines and mechanisms in various branches of industry. A flux-cored wire is chosen taking into account operation conditions of a part to be renovated, its design peculiarities, type of protection, and available equipment.
Rolls of machines for continuous casting of ingots (MCCI). About 80 % of the whole steel produced in developed countries is treated using energy-conservation technology of continuous steel casting, which has a number of other advantages as well. Efficiency of using MCCI is determined to a great degree by durability of its rolls, which operate under conditions of long cyclic and thermal-mechanical loads in corrosive atmosphere. Rollers of supporting and unbending assemblies operate under extreme temperature conditions: maximum temperature of roller surface may achieve 670-750 °C, and they are subjected to ferro-static bulging and unbending actions of an ingot. In straight sections rollers are mainly subjected to abrasive wear. Destruction of their working surface is manifested by the surface layer wear and formation of fair cracks. The most efficient manufacturing and renovation surfacing of rollers is achieved when flux-cored wires are used as a surfacing material. Surfacing efficiency is determined by the cost of a flux-cored
wire, productivity of the process, thickness of a deposited layer, power consumption at all technological stages, cost of installation works, and shut-down period of the equipment. For renovation surfacing of MCCI rollers, solid and flux-cored wires 12Kh13 and 20Kh17 in combination with fluxes AN-20S and AN-26P are traditionally used in national metallurgy. This ensures production of a chromous deposited metal with martensite-ferrite structure (Figure 1), Figure 1. Microstructure of metal deposited with wire Np-20Kh17 (x500)
Figure 1. Microstructure of metal deposited with wire Np-20Kh17 (x500)
for which formation of big (more than 15 %) areas of δ-ferrite is characteristic, which is the reason of increased wear and fair crack formation.
In addition, the surfacing process is accompanied by difficult separation of the slag crust, which is the reason of origination of the defects in the form of elongated slag impurities. The service capacity of rollers, renovated according to this technology, is 300-400 ths. t of ingots, which does not meet state-of-the-art requirements.
At the enterprise of TM.WELTEС Ltd. flux-cored wires WELTEC-H470 and WELTEC-H470S (TUU 19369185.018-97) in combination with fluxes An-20 and AN-26 are used for this purpose. Complex alloying of chromous metal with Ni, Mo, V, Nb and rare-earth metals is used for improving structure of the deposited metal. Optimum content and ratio of alloying elements, technological parameters, and surfacing techniques, which allow stable producing deposited metal with martensite structure (Figure 2) and insignificant volume share (3.5-5.0 %) of δ-ferrite having hardness HRCe 40-44, were determined and implemented. This ensures high resistance of the deposited metal to wear and fairing.
Figure 2. Microstructure of metal deposited with flux-cored wire WELTEC-N470 (x1000)
Figure 2. Microstructure of metal deposited with flux-cored wire WELTEC-N470 (x1000)
Application of proposed technology ensures spontaneous separation of slag crust and absence of pores and cracks in the deposited metal. Comparative tests of flux-cored wires WELTEC-H470 and WELTEC-H470S showed that their working parameters are similar to those of the wires produced by leading foreign companies - OK 15.73 (ESAB), 4142MM-SLC, 414MM-S (WELDCLAD). Wire WELTEC-H470 was successfully used at Novo-Kramatorsk Machine-Building Works for fulfillment of export orders. Within the last eight years at the Iliich Mariupol Metallurgical Works the wire of this grade was also used for renovation of MCCI rollers. Service capacity of surfaced rollers is minimum 1.5 mln t of ingots. At present wires of new modification are produced at the enterprise TM.WELTEС Ltd., which increase service capacity of the rollers up to 2.5-3.0 mln t.
Rollers are the main technological tools in the rolling process. Productivity of rolling mills, technical-economic performance of rolling workshops, quality of ready rolled stock, and production cost mainly depend upon reliability and wear resistance of working surface of rollers, and their term of service between repairs. In the process of operation surface of rollers is subjected to cyclic, mechanical, and thermal action, to their working surface sticks metal, the surfaces are non-uniformly worn, and fair cracks form on them. Renovation surfacing with application of solid or flux-cored wires is used for maintaining necessary stock of the rollers. For surfacing of hot rolling rollers surfacing materials Np-30KhGSA, FCW-Sw-35W9Cr3SiV, Wet-FCW-Sw-25Cr5VMoSi, and FCW-Sw-30Cr4W2Mo2VSi in combination with fluxes AN-348, AN-60, AN-20, and AN-26 are traditionally used.
Companies TM.WELTEС and REMMASh jointly with metallurgical works «Krivorozhstal», «Zaporozhstal», Dzerzhinsk Metallurgical Works, carried out complex of works directed at improvement of surfacing materials, technology, and equipment for surfacing rollers. Proceeding from the assortment of items produced by the metallurgical works, which participated in the work, main attention was paid to surfacing materials and technology of surfacing hot rolling rollers of billet, section, and partly sheet mills. Analysis of literature data, in which serviceability of surfaced rollers is discussed, showed that possibilities of the alloying systems C-Si-Mn-Cr-Mo-V and C-Si-Mn-Cr-W-V are not completely implemented. On the basis of standard flux-cored wires of the grades FCW-Sw-35W9Cr3SiV and FCW-Sw-25Cr5VMoSi systems for alloying flux-cored wires of new grades were improved taking into account operation conditions of rollers.
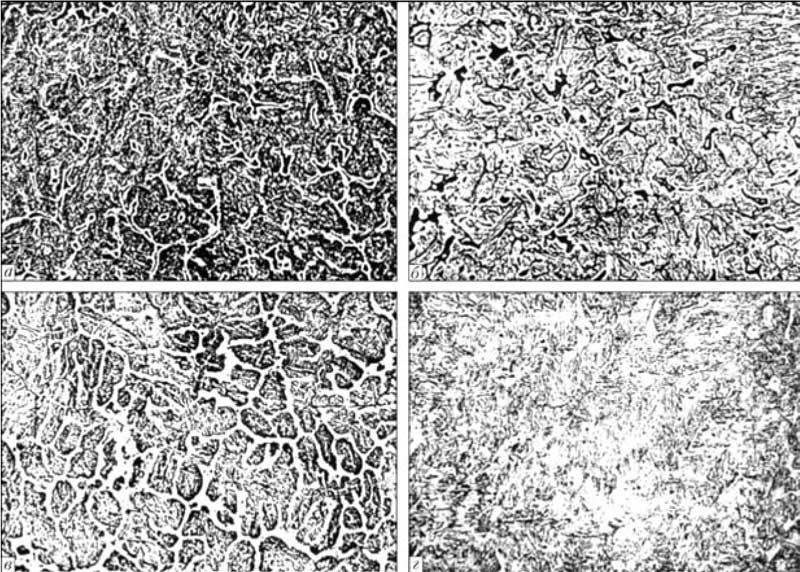
Figure 3. Microstructure of metal produced using flux-cored wires WELTEC-N505 (a), Np-35V9Kh3SF (b), WELTEC-N550 (c) and WELTEC-N500 (d) (x500)
Figure 3. Microstructure of metal produced using flux-cored wires WELTEC-N505 (a), Np-35V9Kh3SF (b), WELTEC-N550 (c) and WELTEC-N500 (d) (x500)
Improvement of serviceability of the rollers was achieved due to changing structure of a deposited metal. Structure of the metal, which was deposited using wire FCW-Sw-35W9Cr3SiV, has the following form: over the boundaries of a primary austenite grain open areas of δ-ferrite are located, in which elongated eutectic precipitates in the form of a mixture of austenite and carbides are present. In crystallization cells martensite and single fine carbides are formed, and at the boundaries of cells δ-ferrite is formed. Size of a primary austenite grain is 6 points. In overlap zone of beads change of the structure and microhardness from HV 6500 to 4500 MPa (Figure 3) is observed. Metal, deposited by the wire WELTEC-H500-RM, has the following structure: boundaries of austenite primary grain are clearly pronounced and interrupted precipitates of δ-ferrite and fine carbides are observed in them. Inside crystallization cells disperse martensite and carbides are formed. In structure of the metal, deposited by wire WELTEC-H505-RM, over boundaries of austenite grains, which have size 17-20 pm, also form very small precipitates of δ-ferrite and carbide, similar to eutectic ones. In crystallization cells form fine-acicular martensite and disperse carbides. In structure of the metal, deposited with wire WELTEC-H550-RM, over primary austenite boundaries precipitates of δ-ferrite and disperse carbides are present, and in the cells carbides, similar to eutectic ones, and fine-acicular martensite are formed. In the overlap places of beads change of structure does not take place.
In the process of a roller operation coagulation and enlargement of carbides over boundaries of grains with their subsequent spalling and development of fair cracks under action of high temperatures are observed. Inhibition of these processes is achieved by change of structural state of grain boundaries due to optimizing the ratio of carbon to carbide-forming elements. The results obtained were implemented in the systems for alloying new flux-cored wires. Structure of the metal, deposited by the flux-cored wire WELTEC-H500-RM, represents an acicular fine troostite with insignificant volume share of martensite, and over boundaries of grains formation of individual δ-ferrite impurities is observed. Insignificant amounts of carbide eutectic impurities are formed at the grain boundaries.
Mentioned flux-cored wires demonstrated their efficiency in surfacing rollers. Average parameters of relative wear resistance were determined by wear and relative resistance against formation of cracks, and amount, opening, and penetration of the latter in the rollers. Below examples of applying new flux-cored wires are given.
Surfacing of edger stand rollers at «Zaporozh-stal». Lateral reduction and alignment of side edges of a rolled sheet are performed by means of vertical rollers of an edger stand on continuous thin-sheet hot-rolling mill of «Zaporozhstal» (rolling mill 1680). In the process of operation cylindrical surface of rollers in the place of their contact with a hot sheet end is subjected to intensive abrasive wear and significant specific pressure of compression forces. As a result on the surface of rollers circumferential galling of up to
100 mm width and up to 5 mm depth is formed over generatrix near flange. It causes the need for replacing the rollers, because their further operation may cause non-uniformity of reduction and rolling speed, which negatively effects quality of the rolled metal. Study of the character and dynamics of the wear showed that it takes place as a result of oxidation and detachment of the oxidized metal particles from surface of the rollers by ends of the hot sheet, which has surface temperature 1100-900 °C and is partially coated with a thin layer of scale, the surface of rollers in the place of their contact with a rolled sheet being heated up to 400-500 °C. Term of service of the rollers, hardened by surfacing with flux-cored wires FCW-Sw-35W9Cr3SiV or FCW-Sw-25Cr5VMoSi, is maximum 3-4 months, which does not meet requirements of the production. Application of the flux-cored wire WELTEC-H550-RM for surfacing allowed increasing wear resistance and service life of the rollers 3 times.
Surfacing of hot-rolling mill rollers. At the Dneprovsky Metallurgical Works one set of rollers is renovated 5-10 times. For a long time renovation of rollers of the rolling mills 900 and 500 of the iron rolling workshop was performed using surfacing with solid wire Np-30KhGSA in combination with piercing or re-piercing of passes down to a smaller diameter. Use of this technology didn’t ensure required «hot hardness» and wear resistance of surfaced working layer of passes. As showed technical-economic analysis, application of standard surfacing materials FCW-Sw-35W9Cr3SiV, FCW-Sw-25Cr5VMoSi, and FCW-Sw-30Cr4W2Mo2VSi in this production turned out to be inexpedient because of complexity and capital expenses connected with renovation of the rollers. For hardening renovation of the stand rollers of the rolling mill 500 of the iron rolling workshop flux-cored wire WELTEC-H500-RM was used. Tests of the renovated rollers of the rolling mill 500 of the iron rolling workshop showed that their service life increased more than 2 times after hardening.
Surfacing of vertical walls of passes of the stand 900 rollers, for the purpose of their hardening, wire of the grade WELTEC-H370-RM was used. Technology of surfacing of these rollers is similar to the one used for surfacing rollers of the stand 500 of the iron rolling workshop (except preheating). Volume of metal rolled on one pair of rollers within the time between their repairs increased from 18-20 to 45-50 ths t.
Hot-rolling rollers of the rolling mill NZS-730 of the workshop «Blooming-1» of Metallurgical Works «Krivorozhstal», manufactured from steel 50, were traditionally repaired using standard flux-cored wire FCW-Sw-35W9Cr3SiV. In operation of renovated rollers a number of shortcomings were detected. So, in the process of rolling on the surface of a roller formation of «tongues» of up to 2 mm height is observed as a result of a rolled metal sticking. Presence of «tongues» causes the need to stop rolling process and use laborious process of fettling the passes, otherwise rollers with «tongues» will apply defective pattern on the surface of a rolled metal. After 50-60 ths t of metal were rolled, on the surface of passes galling of 2-3 mm
depth was formed that caused need to replace the rollers. Depth of penetration of certain cracks, after 50-60 ths t of metal were rolled, achieved 30-40 mm. This caused increased repair expenses and frequently premature rejection of rollers. Surfacing technology with application of flux-cored wire WELTEC-H505-RM was used for removing mentioned shortcomings. This technology is similar to that used for surfacing with application of the wire FCW-Sw-35W9Cr3SiV. Due to mentioned technology formation of «tongues» and cracks reduced 2-3 times. This allowed performing repair of 80-90 % rollers using shortened technology and essential reducing all kinds of expenses, and increasing operation time between repairs of the mill by 20 %.
Parts of metallurgical equipment. Self-shielded flux-cored wire WELTEC-H250-RM of 1.6-3.0 mm diameter is successfully used for renovating rolling stand pads and scissors, spindles and couplings of roller drives, sprocket wheels, bushings, shafts, hubs, etc. Characteristics of this wire are not inferior to those of the known flux-cored wire DUR 250-FD (Bohler).
Cores of crab cranes and jaws of the ingot stripper were surfaced, which are subjected in the process of their operation to shock and compression loads under high temperature conditions. Cores contact with metal heated up to 800-1250 °C and operate under thermocycling conditions because of their periodic cooling in water tanks. For this purpose self-shielded flux-cored wire WELTEC-H480S of 2 mm diameter was used with the alloying system C-Cr-W-Mo-V-Ti, which ensures after surfacing HRCe 50-54, hot hardness HRCe 40-44 at 600 °C, and high resistance against formation of cracks (100 thermo-cycles before origination of the first crack). Application of mechanized surfacing using wire WELTEC-H480S instead of electrodes T-590 and T-620 allowed increasing service life of cores 4-5 times and reducing expenses for repair. The task of renovation of cores was solved as a common «equipment-material-technology» complex.
In surfacing of parts that were subjected to shock-abrasive wear, using flux-cored wire PP-AN170, increased propensity to crack and spalling formation is observed, and surfacing thickness makes up one-two layers, which limits use of this wire in certain cases. For solution of this task self-shielded flux-cored wires WELTEC-H600 (C-Cr-Mo-V-Nb-Ti-B) and WELTEC-H620 (C-Cr-Mo-V-Ti-B) were used, which ensured hardness of deposited metal HRCe 55-63. Wear resistance of deposited metal increases by 30-50 % in comparison with wire FCW-Sw-80Cr20B3Ti and there is possibility to apply four-five layers. Mentioned wires have diameter from 2 to 5 mm. Surface of big bell of the blast furnace was renovated using mechanized and automated surfacing with flux-cored wire WELTEC-H600 of 3 mm diameter. As a result significant increase of wear resistance of the deposited metal was achieved (in comparison with electrode T-590) and the time of repair was reduced 2-fold. In automatic surfacing of a small bell with flux-cored wire WELTEC-H620 of 4 mm diameter higher wear resistance was achieved in comparison with tape FCS-AS101. These wires were successfully used in surfacing excavator bucket teeth, bulldozer blades, and clamshell jaws for the purpose of their hardening.
Surfacing of fire bars and sprocket wheels of a single-roll crusher of sinter was performed using self-shielded flux-cored wires. One set of the crusher comprises 16 fire bars, each having the mass 270 kg, and 15 sprocket wheels, each having the mass 85 kg, manufactured from steel of the grades 35L or 45L. Before new technology was introduced, the fire bars were not hardened, but replaced for new ones. Flux-cored wire WELTEC-H600 with alloying system C-Cr-Mo-B-V-Ti ensures multilayer deposit of fire grades, which is resistant to shock-abrasive loads at increased temperature. Multilayer surfacing was performed with wire of 2.6 mm diameter at DCRP under the following conditions: Is = 280-300 A, Ua = 26-28 V. Hardness of deposited metal was HRCe 59-62. In comparison with the metal, which was deposited using wire FCW-Sw-80Cr20B3Ti, propensity to cracking and spalling significantly reduced. Taking into account non-uniformity of wear, number of layers and thickness of surfacing varied depending upon degree of wear of each fire bar and sprocket wheel from 3 to 12 mm.
Figure 4. Weare of hardened and non-hardened (hatched area) fire bars of sinter crusher after 2 months of crusher operation: n — order of arrangement of fire bars in sinter crusher
Figure 4. Weare of hardened and non-hardened (hatched area) fire bars of sinter crusher after 2 months of crusher operation: n — order of arrangement of fire bars in sinter crusher
Periodic inspection of the experimental set showed the following dynamics of wear of fire bars and sprocket wheels in various zones of the crusher (Figure 4): in 2 months — from 3 % at the periphery to 6 % in the center; in 4 months — from 5 % at the periphery to 12 % in the center; in 6 months — from 8 % at the periphery to 25 % in the center, whereby the period between repairs of the crusher increased 3 times, quality of sinter improved, and repair expenses reduced.
Crane wheels. Wear of crane wheels, produced from steel grades 45L, 40L, 60L and 55L, occurs because of friction of metal against metal at high alternating loads both over the wheel tread and over the flange, the wear over the wheel tread being on average 6-10 mm per a diameter, and over the flange — 15-25 mm per a flange, which causes the need of replacing a wheel each 1-3 months.
Flux-cored wires WELTEC-H300-RM and WELTEC-H350-RM of 1.6-4.0 mm diameter were used in combination with fluxes AN-348 and AN-60 for surfacing crane wheels in CO2 atmosphere. In recent years wire WELTEC-H300-RM is successfully used instead of solid wire Np-30KhGSA. For surfacing wheels of heavily loaded cranes technological option was developed, at which the most intensively worn flanges were surfaced using flux-cored wire WELTEC-H285-RM of 3 mm diameter in combination with flux AN-348. Cr-Mn deposited metal, having structure of metastable austenite, ensures high wear resistance due to development of self-reinforcement under action of work hardening, which is manifested in hardness increase from HRCe 28-32 to 42-45. Less worn wheel treads were surfaced using flux-cored wire WELTEC-H300-RM in combination with flux AN-348, hardness of deposited metal being HRCe 300-350 (Figure 5).
Figure 5. Scheme of crane wheel surfacing: 1 — base metal; 2, 3 — deposited metal produced using wires WELTEC-N300RM and WELTEC-N280RM, respectively
Figure 5. Scheme of crane wheel surfacing: 1 — base metal; 2, 3 — deposited metal produced using wires WELTEC-N300RM and WELTEC-N280RM, respectively
This technology allowed increasing service life of wheels 2 times, while material consumption increased only by 70 %, and labor input into machining increased by 35 %.
Parts of mining machines and crushing-grinding equipment. At present CJSC «Krivorozhie Mining Equipment Plant» is an advanced enterprise in Ukraine, which produces and repairs mining equipment. High share of welding and renovation operations are performed at this plant using arc welding and surfacing. The plant uses wide nomenclature of welding and surfacing consumables due to the need of welding low-carbon low-alloy, low-alloy high-strength, and high-manganous and heat-resistant steels; welding of dissimilar steels, cast steels, and correction of casting defects. In majority of cases these are large-size items, that’s why special requirements are established to welding materials, technology, and technique of welding and surfacing. Because of this reason improvement of quality of the works and reduction of material, power, and labor consumption are actual tasks. Flux-cored wires completely meet these requirements. Within the last five years the Krivorozhie Mining Equipment Plant jointly with TM.WELTEC increases volumes of arc welding and surfacing operations using flux-cored wires. As a result a range of flux-cored wires of various designations were developed and introduced. The share of flux-cored wires in general volume of the consumables used for welding and surfacing increased from 15 to 85 %. Efficiency of welding and surfacing increased in comparison with coated electrodes due to higher productivity and quality of work, and reduction of volume of works connected with a repeated quality control. Traditional mistrust to flux-cored wires in regard to their application for producing quality welded joints and reinforcement coatings significantly reduced. Below several examples of flux-cored wire application at the enterprise of TM.WELTEC, Ltd. are given.
Bowl of cone crusher KKD-1500 was welded. The bowl of 50 t mass, manufactured from steel 35L, was made of two parts -- lower and upper ones, which
were welded together. Horizontal field joint of 2980 mm diameter was produced using double-sided bowl-like beveling, the metal thickness being 180 mm. CO2 welding (at DCRP) was performed using flux-cored wire FCWw-TMW29 of 1.6 mm diameter (Figure 6).
Figure 6. Welding of mill bowl
Figure 6. Welding of mill bowl
Welding of parts and units of agglomeration and enrichment equipment and mining machinery (including units of excavators from steel grades St3ps, 09G2S), and welding up of cast parts from steel grades 20L and 35L, are performed at mentioned enterprise using gas-shielded flux-cored wires FCWw-TMW5, FCW-AS8, FCWw-TMW8, FCWw-TMW29, and units, produced from low-alloy high-strength steels 12Kh2NMSA and 12Kh2NVSA, are welded using wire PP-AN57. The most efficient for welding-up casting defects in steels 20L and 35L is flux-cored wire FCWw-TMW5. Due to low content of slag (4-5 %) there is no need in its removal in the process of welding-up deep grooves. High wire utilization factor K = 1.08 and resistance against formation of pores and cracks prove advantage of this wire over other welding consumables.
For welding parts of heat-resistant Cr-Mo steels 15KhM, 12KhM, 20KhML and 35KhML, and welding-up casting defects gas-shielded flux-cored wire Wet-FCWw-TMW14 of 1.6-2.0 mm diameter with the core of carbonate-fluorite type is used.
Welding-up of high-manganous steel 110G13L
casting defects is performed by self-shielded fluxcored
wire WELTEC-H220U of 2 mm diameter.
Surfacing of reinforcement layers on locking bars
of bottoms, cutting edges and bodies of excavator
buckets, edges of inlet devices of ball mills, bodies of
sludge pumps, pumps of suction-tube dredgers, road
grader and bulldozer blades is performed using selfshielded
flux-cored wires WELTEC-H580, WELTEC-H600,
WELTEC-H605, and WELTEC-H620 of 2--3 mm
diameter (instead of electrodes T-590 and T-620) and
flux-cored wires FCW-Sw-200Cr15Si1MnBTi, FCW-Sw-80Cr20B3Ti, Linocore
60-O, Linocore 60-S, Linocore 65-0, DÜR 600-FD,
DÜR 650, DÜR 650MP, OK Tubrodur 14.70, and
OK Tubrodur 15.52.
For renovation surfacing of hydraulic press plungers
and protection bushings of suction dredges, designed
for pumping slurry, flux-cored wire WELTEC-H410of 2.4--3.6 mm diameter is used in combination
with fluxes AN-20 and AN-26, and for open-arc surfacing
wire WELTEC-H420 of 1.4--3.0 mm diameter
is used. For surfacing parts of mining hydraulic equipment
flux-cored wire WELTEC-H425 of 2 mm diameter
is used in combination with fluxes AN-20 and AN-26,
surfacing process being characterized by high stability,
good formation of metal, and spontaneous separation
of slag crust. Deposited metal, produced according to
this process, has high corrosion resistance and is fit
for operation in mine faces.



")
")
, Np-35V9Kh3SF (b), WELTEC-N550 (c) and WELTEC-N500 (d) (x500)")
 fire bars of sinter crusher after 2 months of crusher operation: n — order of arrangement of fire bars in sinter crusher")